

Slew Ring Gear
It is made of 42CrMo forged alloy steel, and the raceway hardness reaches 55-62 HRC through intermediate frequency induction quenching treatment, which ensures that the service life of Slew Ring Gear exceeds 30,000 working hours when it is subjected to high axial force and overturning moment, thus supporting bulk purchase.
42CrMo / 50Mn
Material
55-62 HRC
Hardness
ISO P5/P6
Accuracy

Slew Ring Gear Characteristics

High purity wrought materials reduce fracture risk
42CrMo or 50Mn forged steel treated by vacuum degassing has high material purity and non-metallic inclusion grade is controlled within A/B/C/D 1.5 grade. This material base allows the gear to have a tensile strength of more than 980 MPa, reducing the risk of fracture under high impact loads by 85%.
Deep induction hardening technology to extend anti-fatigue life
The raceway adopts numerical control medium frequency induction hardening, the depth of the effective hardening layer is strictly controlled between 3mm – 5mm (adjusted according to the diameter), and the surface hardness is stable at 58-62 HRC. Compared with ordinary flame quenching, this process effectively prevents the raceways from spalling and prolongs the fatigue life by more than 2 times.
Micron-level gear meshing accuracy to improve transmission efficiency
The tooth part processing conforms to AGMA Q8 or ISO 8 precision standard, and the tooth side clearance tolerance is controlled within the range of 0.03 mm-0. 15mm. Precise meshing significantly reduces impact wear during start and stop, increasing the transmission efficiency to more than 96%.
High performance seal to prevent grease leakage
Equipped with anti-aging NBR (nitrile rubber) double lip sealing strip, the protection level reaches IP65. In sandstorms or extreme temperature differences between -30°C and +80°C, it effectively blocks dust and moisture intrusion and prevents grease leakage and raceway corrosion.
Optimized Design of Bearing Structures
The section design optimized by finite element analysis maintains the same rigidity while reducing 15% of its own weight. In particular, the single-row four-point contact ball structure can simultaneously withstand an axial force of up to 2000 kN and an overturning moment of 500 kNm.
100% NDT Quality Control
Perform 100% ultrasonic inspection and magnetic particle inspection on each Slew Ring Gear before shipment. Ensure that the tooth root and raceway are free of any micro-cracks or porosity defects, and ensure the structural integrity of the product throughout the life cycle and zero defect delivery.
Different types of slewing bearings
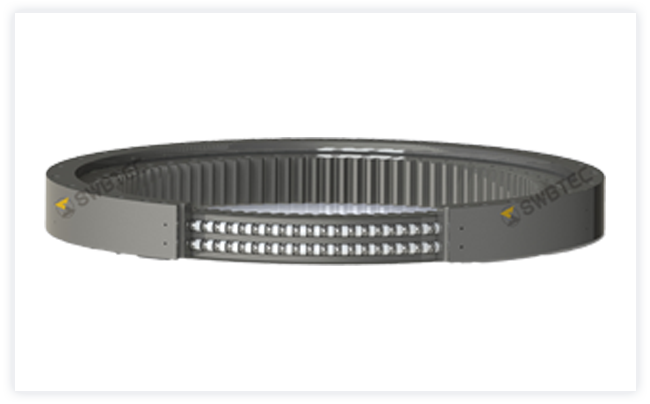
Single Row Ball Slewing Bearing
Based on the four-point contact ball bearing design, this series offers optimal economy and capacity for given dimensions. It is specifically engineered to serve as an efficient solution when replacing existing multi-bearing arrangements.
Double Row Ball Slewing Bearing
Utilizing an eight-point contact ball bearing structure, this design delivers superior load handling, providing an 80% increase in capacity compared to a same-sized single row four-point contact ball bearings. It is ideal for heavy-duty applications requiring a compact footprint.
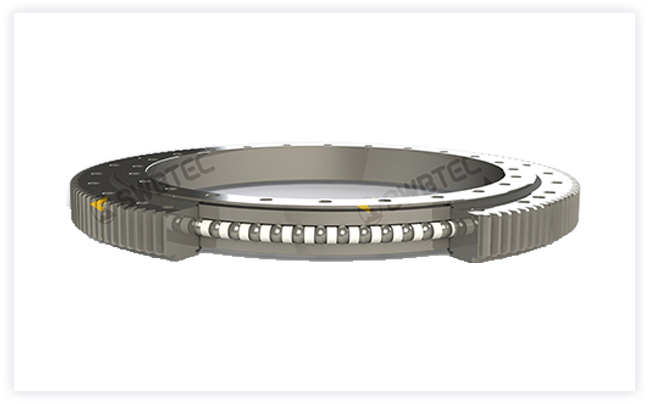
Slewing Ring Bearing With External Gear
This bearing incorporates a crossed cylindrical roller bearing design. It is characterized by its high stiffness and constant resistance to rotation, making it the preferred choice for precision equipment requiring high stability and rigidity.
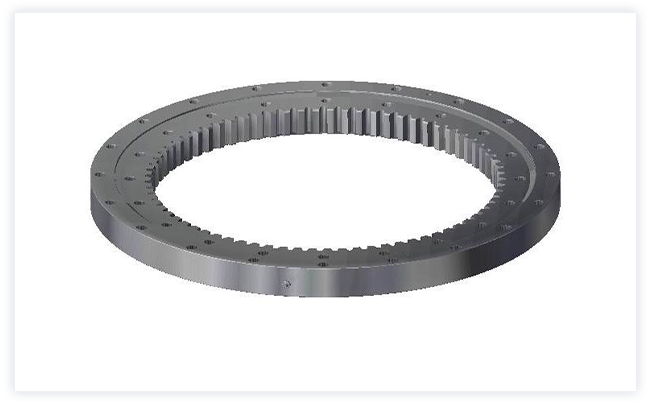
Slewing Bearing With Internal Gear
Features integrated teeth on the outer ring for direct drive transmission. This configuration can be combined with triple row roller bearing internals to provide the highest capacity for a given diameter, making it suitable for heavy machinery where torque transmission and load capacity are critical.
Designed with teeth on the inner ring to save space and protect the drive mechanism. This type allows for compact installation and can be adapted with wire race bearing technology to be 60% lighter compared to same-sized all-steel bearings, offering a lightweight yet durable solution.
A versatile gearless design used where the drive mechanism is independent of the bearing rings. It offers the flexibility to be customized with various internal structures—from four-point contact balls for optimal economy to crossed rollers for high stiffness—depending on the application’s specific motion control requirements.
Slew Ring Gear Detailed specifications table
| Specifications | Single Row Ball (four-point contact ball) | Double Row Ball | Three-row roller |
| Outer diameter range | 200 mm – 4500 mm | 300 mm – 4000 mm | 500 mm – 6000 mm |
| Standard Material | 50Mn / 42CrMo | 42CrMo | 42CrMo |
| Raceway Hardness | 55 – 62 HRC | 55 – 62 HRC | 58 – 62 HRC |
| Gear hardness | 260 – 320 HB (optional tooth surface hardening) | 280 – 320 HB | 280 – 320 HB (50-55 HRC optional) |
| Modulus | 4 mm – 30 mm | 6 mm – 36 mm | 10 mm – 45 mm |
| Precision Grade | P6 / P5 | P5 | P5 / P4 |
| Temperature Range | -30°C to +80°C | -40°C to +100°C | -40°C to +100°C |
| Typical load capacity | Medium axial force, low overturning moment | High radial force, medium to high overturning moment | Ultra-high axial force and overturning moment |
| Surface Treatment | Zinc spraying/phosphating/rust-preventive oil | Zinc spraying/painting | Epoxy zinc-rich paint / chrome plating |
Slew Ring Gear Comparison Points
Compared to the common slewing gears on the market, our Slew Ring Gear focuses on solving the problem of durability under heavy-duty conditions. General-purpose products often wear early due to uneven heat treatment, and this product ensures lower maintenance costs and longer uptime through full-process quality control.


Eliminate the risk of tooth breakage and tooth surface pitting
Solve the jam and jitter under heavy load
Prevent lubrication failure in harsh environment
Slew Ring Gear Applicable crowd
Excavator and Construction Machinery Manufacturer
Rotary undercarriage system for 1.5 to 80 ton excavators, graders and stacker-reclaimers. Slew Ring Gear is required to be able to withstand frequent forward and reverse impact loads and meet the OEM’s strict standard of no overhaul for 5000 + hours.

Crane and Truck Crane Supply Chain Manager
For truck cranes, tower cranes and truck-mounted crane slewing mechanism. This group is concerned about the overturning moment bearing capacity and safety of the product, and requires that the product must pass the strict static load and dynamic load safety factor test.

Solar and Wind Tracking System Integrator
Suitable for photovoltaic single-axis/double-axis tracking bracket and small wind turbine yaw system. The Slew Ring Gear is required to have extremely high positioning accuracy (low flank clearance) and long-lasting corrosion protection (such as galvanizing or special coatings) for a 20-year outdoor design life.

Industrial Automation and Robotic Equipment Maintenance
For welding robot base, packaging machinery and rotary table replacement and upgrade. This kind of users need the ability of spot supply or rapid customization, and pay attention to the high-precision operation and stability of the product to ensure the repeated positioning accuracy of the automated production line.

Instructions for use Slew Ring Gear

Installation plane accuracy inspection
The surface of the mounting support must be smooth and clean, without welding slag or burr. For Slew Ring Gear with a diameter of less than 1 meter, the flatness error of the mounting plane should be less than 0.15mm, otherwise it will cause the raceway to twist and cause local overload.

Specification for pre-tightening of high-strength bolts
High-strength bolts of strength class 10.9 or 12.9 must be used. Fastening should be carried out in accordance with the 180 symmetrical direction cross (star order), tighten in 3 steps (30%, 80%, 100% torque), it is strictly prohibited to tighten in turn according to the circumferential order to prevent internal stress deformation.

Gear meshing clearance adjustment
After installation, the engagement gap between the pinion and Slew Ring Gear must be checked. Three uniform distribution points (the area marked with green paint is the highest point of tooth jump) shall be selected on the circumference of the ring gear for measurement to ensure that the minimum tooth side clearance meets the design requirements (usually ≥ 0.03 x modulus).

Regular lubrication and exhaust
Raceway grease should be replenished every 100 hours of operation until new oil seeps from the sealing strip. When filling oil, turn the Slew Ring Gear slowly to ensure that the grease is evenly distributed. For high temperature or high humidity environment, the oil injection cycle should be appropriately shortened.
Related Products


factory and certificate

certificate

FAQ And Contact Us
Welcome to our Frequently Asked Questions page. We have compiled answers to common questions you may have, hoping to provide you with clear and quick solutions. If you cannot find the information you need here, please feel free to contact our customer support team.
Please feel free to contact us. We look forward to hearing from you.
Slew Ring Gear
It is made of 42CrMo forged alloy steel, and the raceway hardness reaches 55-62 HRC through intermediate frequency induction quenching treatment, which ensures that the service life of Slew Ring Gear exceeds 30,000 working hours when it is subjected to high axial force and overturning moment, thus supporting bulk purchase.
Material
42CrMo / 50Mn
Hardness
55-62 HRC
Accuracy
ISO P5/P6
Slew Ring Gear Characteristics

High purity wrought materials reduce fracture risk
42CrMo or 50Mn forged steel treated by vacuum degassing has high material purity and non-metallic inclusion grade is controlled within A/B/C/D 1.5 grade. This material base allows the gear to have a tensile strength of more than 980 MPa, reducing the risk of fracture under high impact loads by 85%.
Deep induction hardening technology to extend anti-fatigue life
The raceway adopts numerical control medium frequency induction hardening, the depth of the effective hardening layer is strictly controlled between 3mm – 5mm (adjusted according to the diameter), and the surface hardness is stable at 58-62 HRC. Compared with ordinary flame quenching, this process effectively prevents the raceways from spalling and prolongs the fatigue life by more than 2 times.
Micron-level gear meshing accuracy to improve transmission efficiency
The tooth part processing conforms to AGMA Q8 or ISO 8 precision standard, and the tooth side clearance tolerance is controlled within the range of 0.03 mm-0. 15mm. Precise meshing significantly reduces impact wear during start and stop, increasing the transmission efficiency to more than 96%.
High performance seal to prevent grease leakage
Equipped with anti-aging NBR (nitrile rubber) double lip sealing strip, the protection level reaches IP65. In sandstorms or extreme temperature differences between -30°C and +80°C, it effectively blocks dust and moisture intrusion and prevents grease leakage and raceway corrosion.
Optimized Design of Bearing Structures
The section design optimized by finite element analysis maintains the same rigidity while reducing 15% of its own weight. In particular, the single-row four-point contact ball structure can simultaneously withstand an axial force of up to 2000 kN and an overturning moment of 500 kNm.
100% NDT Quality Control
Perform 100% ultrasonic inspection and magnetic particle inspection on each Slew Ring Gear before shipment. Ensure that the tooth root and raceway are free of any micro-cracks or porosity defects, and ensure the structural integrity of the product throughout the life cycle and zero defect delivery.
Slewing bearings



Slew Ring Gear Detailed specifications table
| Specifications | Single Row Ball (four-point contact ball) | Double Row Ball | Three-row roller |
| Outer diameter range | 200 mm – 4500 mm | 300 mm – 4000 mm | 500 mm – 6000 mm |
| Standard Material | 50Mn / 42CrMo | 42CrMo | 42CrMo |
| Raceway Hardness | 55 – 62 HRC | 55 – 62 HRC | 58 – 62 HRC |
| Gear hardness | 260 – 320 HB (optional tooth surface hardening) | 280 – 320 HB | 280 – 320 HB (50-55 HRC optional) |
| Modulus | 4 mm – 30 mm | 6 mm – 36 mm | 10 mm – 45 mm |
| Precision Grade | P6 / P5 | P5 | P5 / P4 |
| Temperature Range | -30°C to +80°C | -40°C to +100°C | -40°C to +100°C |
| Typical load capacity | Medium axial force, low overturning moment | High radial force, medium to high overturning moment | Ultra-high axial force and overturning moment |
| Surface Treatment | Zinc spraying/phosphating/rust-preventive oil | Zinc spraying/painting | Epoxy zinc-rich paint / chrome plating |
Slew Ring Gear Comparison Points
Eliminate the risk of tooth breakage and tooth surface pitting
We tempered the gear (HB 220-260) and implemented shot peening strengthening process at the tooth root, which eliminated the processing residual stress, increased the bending fatigue limit of the gear root by 40%, and completely solved the hidden danger of tooth breakage under violent construction.Solve the jam and jitter under heavy load
Through negative clearance design and precision grinding process, the raceway roundness error is controlled within 0.02mm. Cooperate with high-strength nylon or steel spacers to ensure smooth and jitter-free rotation of 360 ° under full load conditions.Prevent lubrication failure in harsh environment
A special lip seal structure with corrosion resistance and pre-filled with extreme pressure resistant lithium grease (EP2). Even in high salt spray or coal dust environments, it can maintain the integrity of the lubricating oil film and extend the lubrication maintenance cycle from once a week to once a month.Slew Ring Gear Applicable crowd
Excavator and Construction Machinery Manufacturer
Rotary undercarriage system for 1.5 to 80 ton excavators, graders and stacker-reclaimers. Slew Ring Gear is required to be able to withstand frequent forward and reverse impact loads and meet the OEM’s strict standard of no overhaul for 5000 + hours.
Crane and Truck Crane Supply Chain Manager
For truck cranes, tower cranes and truck-mounted crane slewing mechanism. This group is concerned about the overturning moment bearing capacity and safety of the product, and requires that the product must pass the strict static load and dynamic load safety factor test.
Solar and Wind Tracking System Integrator
Suitable for photovoltaic single-axis/double-axis tracking bracket and small wind turbine yaw system. The Slew Ring Gear is required to have extremely high positioning accuracy (low flank clearance) and long-lasting corrosion protection (such as galvanizing or special coatings) for a 20-year outdoor design life.
Industrial Automation and Robotic Equipment Maintenance
For welding robot base, packaging machinery and rotary table replacement and upgrade. This kind of users need the ability of spot supply or rapid customization, and pay attention to the high-precision operation and stability of the product to ensure the repeated positioning accuracy of the automated production line.
Instructions for use Slew Ring Gear
Installation plane accuracy inspection
The surface of the mounting support must be smooth and clean, without welding slag or burr. For Slew Ring Gear with a diameter of less than 1 meter, the flatness error of the mounting plane should be less than 0.15mm, otherwise it will cause the raceway to twist and cause local overload.
Specification for pre-tightening of high-strength bolts
High-strength bolts of strength class 10.9 or 12.9 must be used. Fastening should be carried out in accordance with the 180 symmetrical direction cross (star order), tighten in 3 steps (30%, 80%, 100% torque), it is strictly prohibited to tighten in turn according to the circumferential order to prevent internal stress deformation.
Gear meshing clearance adjustment
After installation, the engagement gap between the pinion and Slew Ring Gear must be checked. Three uniform distribution points (the area marked with green paint is the highest point of tooth jump) shall be selected on the circumference of the ring gear for measurement to ensure that the minimum tooth side clearance meets the design requirements (usually ≥ 0.03 x modulus).
Regular lubrication and exhaust
Raceway grease should be replenished every 100 hours of operation until new oil seeps from the sealing strip. When filling oil, turn the Slew Ring Gear slowly to ensure that the grease is evenly distributed. For high temperature or high humidity environment, the oil injection cycle should be appropriately shortened.
Related Products


Know Us and Contact Us
Get a Free Quote Today.
FAQ
