Search the whole station
The 42CrMo alloy steel is integrally forged, the core hardness reaches 240-280HB after quenching and tempering treatment, and the raceway hardness reaches 55-62HRC combined with induction quenching technology. Designed for high-load excavators, it can withstand great axial force and tilting moment, ensuring stable operation for more than 25000 hours under harsh conditions, and supporting bulk purchases.
42CrMo
Body material
60HRC
Raceway hardness
7 levels
Gear accuracy


42CrMo alloy steel treated by vacuum degassing is selected to eliminate internal pores and cracks through integral forging. Compared with ordinary 50Mn steel, the tensile strength is increased by 35%, and the low temperature impact toughness is enhanced, which effectively prevents brittle fracture in the cold mine operation environment.
The raceway adopts a CNC induction hardening process, and the depth of the hardened layer is precisely controlled between 3.5mm and 5mm. This deep hardening treatment ensures that the surface of the raceway does not peel off or collapse when subjected to alternating loads for a long time, and the fatigue life is 1.5 times that of the surface quenching product.
Gear processing adopts precision grinding process, the tooth surface roughness is controlled within Ra 3.2, and the gear accuracy reaches ISO 7 standard. The high-precision gear meshing significantly reduces the impact and noise during rotation, reduces the backlash wear of the tooth surface, and extends the life of the pinion shaft by about 20%.
Equipped with high-temperature and oil-resistant high-performance nitrile rubber double-lip sealing strip. The sealing structure can effectively prevent coal ash, sand dust and moisture from invading the inside of the raceway, prevent the loss of grease, and improve the sealing performance of the bearing in dust environment by 90%.
Before leaving the factory, 100% of the axial and radial clearance is tested, and the clearance tolerance is controlled within the range of 0.03mm to 0.08mm. The precise preload design eliminates the shaking of the slewing device and ensures that the excavator moves smoothly without frustration during fine leveling operations.
Each set of excavator slewing bearing has been double tested by ultrasonic flaw detection and magnetic particle flaw detection. Ensure that there are no white spots and inclusions inside the forging, and no micro cracks on the tooth surface and raceway surface, so as to eliminate any risk of early failure caused by material defects.
Single Row Ball Slewing Bearing
Based on the four-point contact ball bearing design, this series offers optimal economy and capacity for given dimensions. It is specifically engineered to serve as an efficient solution when replacing existing multi-bearing arrangements.
Double Row Ball Slewing Bearing
Utilizing an eight-point contact ball bearing structure, this design delivers superior load handling, providing an 80% increase in capacity compared to a same-sized single row four-point contact ball bearings. It is ideal for heavy-duty applications requiring a compact footprint.
Slewing Ring Bearing With External Gear
This bearing incorporates a crossed cylindrical roller bearing design. It is characterized by its high stiffness and constant resistance to rotation, making it the preferred choice for precision equipment requiring high stability and rigidity.
Slewing Bearing With Internal Gear
Features integrated teeth on the outer ring for direct drive transmission. This configuration can be combined with triple row roller bearing internals to provide the highest capacity for a given diameter, making it suitable for heavy machinery where torque transmission and load capacity are critical.
Designed with teeth on the inner ring to save space and protect the drive mechanism. This type allows for compact installation and can be adapted with wire race bearing technology to be 60% lighter compared to same-sized all-steel bearings, offering a lightweight yet durable solution.
A versatile gearless design used where the drive mechanism is independent of the bearing rings. It offers the flexibility to be customized with various internal structures—from four-point contact balls for optimal economy to crossed rollers for high stiffness—depending on the application’s specific motion control requirements.
| Parameter name | Technical Specifications |
| Product Type | Single-row four-point contact ball type / Double-row unequal diameter ball type |
| Applicable Model Range | 6-ton to 50-ton hydraulic excavators |
| Ring material | 42CrMo / 50Mn (optional, depending on operating conditions) |
| Scroll body material | GCr15SiMn high carbon chromium bearing steel |
| Raceway surface hardness | 55 – 62 HRC |
| Tooth surface hardness | 50 – 60 HRC (optional tooth surface hardening) |
| Core tempering hardness | 229 – 269 HB |
| Hardened layer depth | Raceway: ≥ 3mm; Gear: ≥ 1.5mm |
| Gear precision grade | Level 7–8 (ISO 1328) |
| Sealing material | Oil-resistant NBR (Nitrile Butadiene Rubber) |
| Lubrication method | Pre-filled molybdenum disulfide extreme pressure lithium-based grease |
| Operating temperature range | -40°C to +100°C |
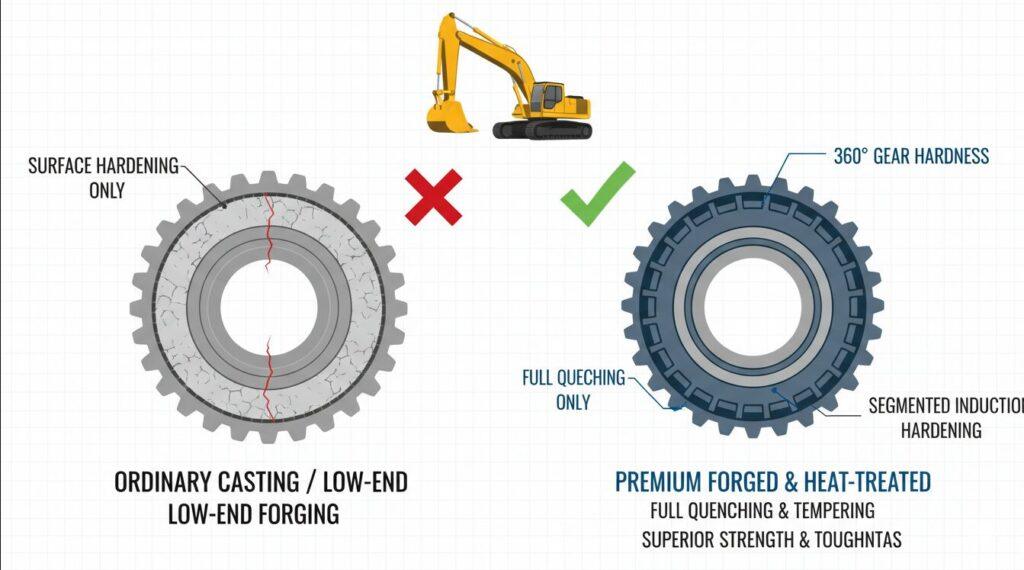
Compared with ordinary casting or low-end forging slewing bearings on the market, this product adopts the whole process of quenching and tempering, not just surface treatment. This means that the core of the product has better strength and toughness, and can resist the severe impact of excavator operation without deformation. In addition, our tooth surface adopts segmented induction hardening, which avoids the soft belt docking problem easily caused by traditional full-circle quenching and ensures the 360-degree hardness of the gear.

The stress concentration of the tooth root was eliminated by optimizing the radius of the tooth root fillet and strengthening the tooth root by shot peening. With the high toughness of 42CrMo material, the problem of tooth breakage caused by excessive instantaneous impact load is completely solved when the excavator is digging hard rock or strong crushing.
In view of the problem of sticking caused by the peeling of the old bearing raceway, we adopted the optimized raceway curvature design and high-precision steel ball selection. This not only reduces the friction heat between the raceway and the steel ball, but also effectively prevents the metal debris generated by fretting wear from jamming the raceway, and solves the problem of unsmooth rotation.
In view of the oil leakage problem caused by the aging of the sealing strip, the labyrinth groove combined with the double lip seal structure is adopted. This design not only enhances the retention of internal grease, but also solves the problem of emulsification and deterioration of grease due to muddy water entering the raceway through the failed sealing ring.
It is suitable for engineering machinery OEMs that need to find OEM supporting standards and have stable batch supply capacity. Our product tolerances and material reports meet the strict access standards of international OEMs and can be directly used in new machine assembly lines.

For specialized in excavator overhaul, second-hand equipment refurbishment of maintenance enterprises. The standardized installation size of this product can perfectly replace the original parts, and the price is more competitive, helping the repairer to control the maintenance cost under the premise of ensuring the quality.

For mine owners who have self-maintenance teams and manage dozens of excavator fleets. The high wear characteristics of the product are designed for continuous high-strength operating environment, can significantly reduce the equipment downtime caused by the replacement of bearings.

Suitable for import and export traders looking for cost-effective alternatives. The product packaging meets the export standard of sea transportation, and provides complete neutral packaging or customized marking service, which is convenient for agents to establish their own distribution brand in the local market.


Oil dirt, burrs and old paint on the mounting surface of the bearing must be thoroughly removed before installation. Use a feeler gauge to check the flatness of the installation plane to ensure that the flatness error is within 0.15mm to prevent the bearing from being distorted after installation.

High-strength bolts of grade 10.9 or 12.9 must be used and coated with thread fastening glue. Fastening should be carried out in accordance with the principle of 180-degree symmetrical direction crossing, and gradually tighten in 3 steps (30%, 80%, 100% torque) to ensure uniform force.

After installation, it is necessary to inject extreme pressure lithium grease through the grease nipple during slow rotation until the grease escapes evenly from the sealing lip. Under normal working conditions, it shall be filled once every 100 hours, and the environment with large dust and high humidity shall be shortened to 50 hours.

After the slewing bearing has been put into service for 100 hours, a torque check must be performed on all mounting bolts. After that, check every 500 hours of work to prevent serious equipment accidents caused by loose bolts caused by vibration.

certificate


Welcome to our Frequently Asked Questions page. We have compiled answers to common questions you may have, hoping to provide you with clear and quick solutions. If you cannot find the information you need here, please feel free to contact our customer support team.
The 42CrMo alloy steel is integrally forged, the core hardness reaches 240-280HB after quenching and tempering treatment, and the raceway hardness reaches 55-62HRC combined with induction quenching technology. Designed for high-load excavators, it can withstand great axial force and tilting moment, ensuring stable operation for more than 25000 hours under harsh conditions, and supporting bulk purchases.
Body material
42CrMo
Raceway hardness
60HRC
Gear accuracy
7 levels

42CrMo alloy steel treated by vacuum degassing is selected to eliminate internal pores and cracks through integral forging. Compared with ordinary 50Mn steel, the tensile strength is increased by 35%, and the low temperature impact toughness is enhanced, which effectively prevents brittle fracture in the cold mine operation environment.
The raceway adopts a CNC induction hardening process, and the depth of the hardened layer is precisely controlled between 3.5mm and 5mm. This deep hardening treatment ensures that the surface of the raceway does not peel off or collapse when subjected to alternating loads for a long time, and the fatigue life is 1.5 times that of the surface quenching product.
Gear processing adopts precision grinding process, the tooth surface roughness is controlled within Ra 3.2, and the gear accuracy reaches ISO 7 standard. The high-precision gear meshing significantly reduces the impact and noise during rotation, reduces the backlash wear of the tooth surface, and extends the life of the pinion shaft by about 20%.
Equipped with high-temperature and oil-resistant high-performance nitrile rubber double-lip sealing strip. The sealing structure can effectively prevent coal ash, sand dust and moisture from invading the inside of the raceway, prevent the loss of grease, and improve the sealing performance of the bearing in dust environment by 90%.
Before leaving the factory, 100% of the axial and radial clearance is tested, and the clearance tolerance is controlled within the range of 0.03mm to 0.08mm. The precise preload design eliminates the shaking of the slewing device and ensures that the excavator moves smoothly without frustration during fine leveling operations.
Each set of excavator slewing bearing has been double tested by ultrasonic flaw detection and magnetic particle flaw detection. Ensure that there are no white spots and inclusions inside the forging, and no micro cracks on the tooth surface and raceway surface, so as to eliminate any risk of early failure caused by material defects.
| Parameter name | Technical Specifications |
| Product Type | Single-row four-point contact ball type / Double-row unequal diameter ball type |
| Applicable Model Range | 6-ton to 50-ton hydraulic excavators |
| Ring material | 42CrMo / 50Mn (optional, depending on operating conditions) |
| Scroll body material | GCr15SiMn high carbon chromium bearing steel |
| Raceway surface hardness | 55 – 62 HRC |
| Tooth surface hardness | 50 – 60 HRC (optional tooth surface hardening) |
| Core tempering hardness | 229 – 269 HB |
| Hardened layer depth | Raceway: ≥ 3mm; Gear: ≥ 1.5mm |
| Gear precision grade | Level 7–8 (ISO 1328) |
| Sealing material | Oil-resistant NBR (Nitrile Butadiene Rubber) |
| Lubrication method | Pre-filled molybdenum disulfide extreme pressure lithium-based grease |
| Operating temperature range | -40°C to +100°C |
The stress concentration of the tooth root was eliminated by optimizing the radius of the tooth root fillet and strengthening the tooth root by shot peening. With the high toughness of 42CrMo material, the problem of tooth breakage caused by excessive instantaneous impact load is completely solved when the excavator is digging hard rock or strong crushing.
In view of the problem of sticking caused by the peeling of the old bearing raceway, we adopted the optimized raceway curvature design and high-precision steel ball selection. This not only reduces the friction heat between the raceway and the steel ball, but also effectively prevents the metal debris generated by fretting wear from jamming the raceway, and solves the problem of unsmooth rotation.
In view of the oil leakage problem caused by the aging of the sealing strip, the labyrinth groove combined with the double lip seal structure is adopted. This design not only enhances the retention of internal grease, but also solves the problem of emulsification and deterioration of grease due to muddy water entering the raceway through the failed sealing ring.
It is suitable for engineering machinery OEMs that need to find OEM supporting standards and have stable batch supply capacity. Our product tolerances and material reports meet the strict access standards of international OEMs and can be directly used in new machine assembly lines.
For specialized in excavator overhaul, second-hand equipment refurbishment of maintenance enterprises. The standardized installation size of this product can perfectly replace the original parts, and the price is more competitive, helping the repairer to control the maintenance cost under the premise of ensuring the quality.
For mine owners who have self-maintenance teams and manage dozens of excavator fleets. The high wear characteristics of the product are designed for continuous high-strength operating environment, can significantly reduce the equipment downtime caused by the replacement of bearings.
Suitable for import and export traders looking for cost-effective alternatives. The product packaging meets the export standard of sea transportation, and provides complete neutral packaging or customized marking service, which is convenient for agents to establish their own distribution brand in the local market.
Oil dirt, burrs and old paint on the mounting surface of the bearing must be thoroughly removed before installation. Use a feeler gauge to check the flatness of the installation plane to ensure that the flatness error is within 0.15mm to prevent the bearing from being distorted after installation.
High-strength bolts of grade 10.9 or 12.9 must be used and coated with thread fastening glue. Fastening should be carried out in accordance with the principle of 180-degree symmetrical direction crossing, and gradually tighten in 3 steps (30%, 80%, 100% torque) to ensure uniform force.
After installation, it is necessary to inject extreme pressure lithium grease through the grease nipple during slow rotation until the grease escapes evenly from the sealing lip. Under normal working conditions, it shall be filled once every 100 hours, and the environment with large dust and high humidity shall be shortened to 50 hours.
After the slewing bearing has been put into service for 100 hours, a torque check must be performed on all mounting bolts. After that, check every 500 hours of work to prevent serious equipment accidents caused by loose bolts caused by vibration.




