

Turntable Bearings Heavy Duty Certified Quality
Designed for extreme working conditions, Turntable Bearings Heavy Duty is made of 42CrMo forged steel and combined with deep induction quenching raceway, the carrying capacity is 30% higher than that of standard bearings, ensuring smooth rotation of 360 degrees and long-term durability under a load of several hundred tons, and undertaking wholesale business.
42CrMo
Material
60HRC
Hardness
500 tons +
Load

Turntable Bearings Heavy Duty Characteristics

High strength material to adapt to high frequency impact load
Made of 42CrMo quenched and tempered steel, with tensile strength ≥ 980MPa. Compared with ordinary 50Mn material, the impact toughness is improved by 40%, which is perfectly suitable for high frequency impact load in mine excavation and lifting operation.
Precision induction hardening to extend service life
The raceway is precision induction hardened, the surface hardness reaches 55-62 HRC, and the effective hardening layer depth is ≥ 3.5mm, which effectively prevents the raceway peeling caused by heavy rolling, and the design service life is extended to more than 30,000 hours.
High precision gear meshing to reduce backlash wear
The gear machining accuracy reaches ISO level 7 standard, the tooth surface is ground, the meshing gap is strictly controlled at 0.03-0.08mm, the backlash wear is reduced by 70%, the transmission noise is significantly reduced and the positioning accuracy is improved.
High performance seals reduce maintenance frequency
Equipped with double lip NBR (nitrile rubber) sealing strip, the protection grade reaches IP65, effectively blocking 99% dust and moisture intrusion, reducing grease loss rate by 90%, and greatly reducing maintenance frequency.
Structural optimization and high load density
Through finite element analysis (FEA) to optimize the cross-sectional structure, under the same volume, the axial and overturning moment bearing capacity of the Turntable Bearings Heavy Duty is increased by 25%, which supports more compact equipment design.
Precision prefabricated installation interface
The flange surface is prefabricated with high-precision mounting holes and lubricating oil nozzles, and the position tolerance is controlled within 0.2mm, no on-site secondary processing is required, and the on-site installation and centering time is shortened by 50% with the matching of positioning pin holes.
Turntable Bearings Heavy Duty Technical Specifications
| Parameter indicators | Specifications | Notes |
| Product Type | Single-row/triple-row roller heavy-duty slewing bearings | Supports internal teeth/external teeth/toothless customization |
| Raceway center diameter (Dw) | 500mm – 4500mm | Customizable extra-large size |
| Main material | 42CrMo / 50Mn | Forging normalizing + quenching and tempering |
| Raceway hardness | 55 – 62 HRC | Induction hardening process |
| Tooth surface hardness | 50 – 60 HRC | Optional tooth surface/tooth root quenching |
| Axial rated static load | 2000 kN – 15000 kN | Depends on the specific size |
| Overturning moment | 150 kNm – 4000 kNm | Suitable for high off-center load conditions |
| Dimensional tolerance grades | IT6 – IT7 | According to ISO 199 standard |
| Operating temperature range | -40°C to +100°C | Low-temperature steel can be used in extremely cold environments. |
Turntable Bearings Heavy Duty Comparison Points
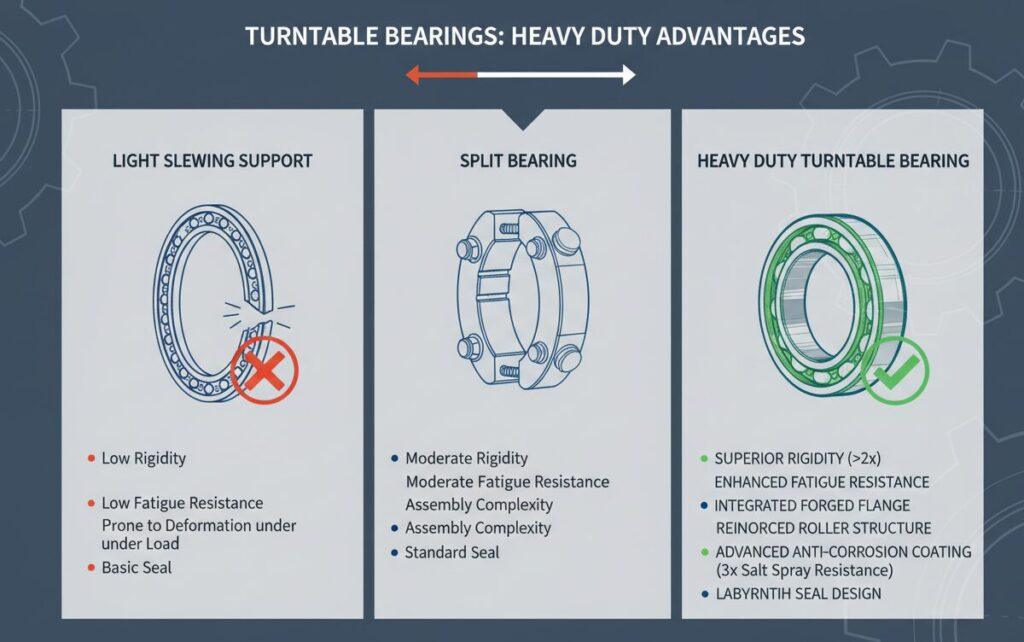
Compared with light slewing support or split bearing, Turntable Bearings Heavy Duty has significant advantages in structural rigidity and fatigue resistance. When ordinary bearings bear large tonnage partial load, the raceway is prone to plastic deformation, and this product adopts integrated forging flange and reinforced roller structure, which improves the rigidity by more than 2 times. In addition, for the harsh outdoor environment, our heavy-duty slewing bearings use a special anti-corrosion coating and labyrinth seal design, salt spray corrosion resistance is 3 times that of ordinary coating.

Eliminate the risk of tooth breakage under heavy load
Pain point: when the excavator or crane starts at full load, the tooth root of the ordinary bearing is easy to break due to stress concentration. Solution: The full rounded tooth root design is adopted and the tooth root induction quenching is carried out. The residual compressive stress layer is as deep as 2mm, which increases the bending fatigue strength by 50% and completely solves the hidden danger of tooth breakage.
To solve the fretting wear under vibration conditions
Pain point: long-term vibration will lead to fretting wear of non working surface, causing bearing loosening. Solution: By optimizing the raceway curvature radius coefficient to 0.52-0.53, and using preload design, the internal clearance is eliminated, the fretting wear is effectively inhibited, and the long-term operation accuracy is maintained.
Prevent seal failure in harsh environment
Pain point: Sediment and mineral powder invade the raceway, causing lubricating oil pollution and accelerating bearing scrap. Solution: The steel skeleton multi-layer sealing structure specially designed for heavy dust environment and the wear-resistant sealing lip can ensure the cleanliness of the raceway up to NAS 7 even in the high dust environment of coal mine or port.
Turntable Bearings Heavy Duty Applicable Crowd
Port Lifting Machinery Manufacturers
Suitable for quayside bridge, portal crane and other equipment procurement. Turntable Bearings Heavy Duty can resist marine salt spray corrosion and withstand the huge overturning moment when the container is hoisted, ensuring the reliability of 24-hour uninterrupted operation.

Engineering Excavation Machinery Maintenance Department
For large excavators, rotary drilling rig slewing mechanism replacement. The product’s high wear-resistant gear and impact-resistant raceway can perfectly cope with severe vibration and sudden load in earth and stone work, reducing downtime and maintenance costs.

Wind power equipment integrators
Suitable for pitch and yaw systems of wind turbines. In view of the difficulty of high-altitude maintenance, our long-life design and low-leakage sealing technology can significantly reduce the operation and maintenance frequency of the whole life cycle of the fan.

Automatic heavy-duty rotary table design
For heavy-duty welding displacement machines or filling turntables in industrial automation production lines. High-precision toothless or internal tooth models provide zero-clearance matching to meet the stringent requirements for millimeter-level positioning accuracy in automated processes.

Turntable Bearings Heavy Duty instructions

Installation surface inspection and treatment
Before installation, the flatness of the mounting surface of the support must be checked with a feeler gauge or laser level. The flatness error shall be controlled within DX/10000 (DX is the diameter of the raceway), and the oil stain, burr and welding slag on the surface shall be completely removed.

Tightening procedure for high-strength bolts
Grade 10.9 or 12.9 high strength bolts must be used. Tighten in 3 steps (30%, 80%, 100% torque) according to the principle of 180 ° symmetrical direction crossing, and finally use a torque wrench to check the pre-tightening force.

Grease filling and running-in
A small amount of anti-rust oil has been applied when leaving the factory. After installation, it is necessary to fill the extreme pressure lithium base grease through the grease nozzle, and fill it while rotating until the grease overflows from the sealing tape, and ensure that the raceway is filled with 100 percent.

No-load commissioning inspection
After installation, no-load running test shall be carried out for at least 30 minutes. Monitor whether the running noise and torque are stable, check whether the sealing strip rotates synchronously with the bearing, and confirm that there is no card lag before loading and running.
factory and certificate

certificate

FAQ And Contact Us
Welcome to our Frequently Asked Questions page. We have compiled answers to common questions you may have, hoping to provide you with clear and quick solutions. If you cannot find the information you need here, please feel free to contact our customer support team.
FAQ
Please feel free to contact us. We look forward to hearing from you.
Turntable Bearings Heavy Duty Certified Quality
Designed for extreme working conditions, Turntable Bearings Heavy Duty is made of 42CrMo forged steel and combined with deep induction quenching raceway, the carrying capacity is 30% higher than that of standard bearings, ensuring smooth rotation of 360 degrees and long-term durability under a load of several hundred tons, and undertaking wholesale business.
Material
42CrMo
Hardness
60HRC
Load
500 tons +
Turntable Bearings Heavy Duty Characteristics

High strength material to adapt to high frequency impact load
Made of 42CrMo quenched and tempered steel, with tensile strength ≥ 980MPa. Compared with ordinary 50Mn material, the impact toughness is improved by 40%, which is perfectly suitable for high frequency impact load in mine excavation and lifting operation.
Precision induction hardening to extend service life
The raceway is precision induction hardened, the surface hardness reaches 55-62 HRC, and the effective hardening layer depth is ≥ 3.5mm, which effectively prevents the raceway peeling caused by heavy rolling, and the design service life is extended to more than 30,000 hours.
High precision gear meshing to reduce backlash wear
The gear machining accuracy reaches ISO level 7 standard, the tooth surface is ground, the meshing gap is strictly controlled at 0.03-0.08mm, the backlash wear is reduced by 70%, the transmission noise is significantly reduced and the positioning accuracy is improved.
High performance seals reduce maintenance frequency
Equipped with double lip NBR (nitrile rubber) sealing strip, the protection grade reaches IP65, effectively blocking 99% dust and moisture intrusion, reducing grease loss rate by 90%, and greatly reducing maintenance frequency.
Structural optimization and high load density
Through finite element analysis (FEA) to optimize the cross-sectional structure, under the same volume, the axial and overturning moment bearing capacity of the Turntable Bearings Heavy Duty is increased by 25%, which supports more compact equipment design.
Precision prefabricated installation interface
The flange surface is prefabricated with high-precision mounting holes and lubricating oil nozzles, and the position tolerance is controlled within 0.2mm, no on-site secondary processing is required, and the on-site installation and centering time is shortened by 50% with the matching of positioning pin holes.
Turntable Bearings Heavy Duty Technical Specifications
| Parameter item | Specifications/Description | Notes |
| Standard Sizes | BQ, NQ, HQ, PQ, PQ3 | Compliant with DCDMA international standards |
| Cutter Size | 1308 (13mm), 1613 (16mm), 1913 (19mm) | Select based on the hardness of the formation |
| Blade Count | 3 – 6 wings | Few-bladed drills are suitable for fast drilling in soft rock, while multiple-bladed drills are suitable for hard rock. |
| Applicable lithology (Formation) | Mudstone, sandstone, limestone, shale, salt rock | Mohs hardness 3-7 (f < 12) |
| Body Material | Matrix Body / Steel Body | The tire body is wear-resistant, and the steel body is impact-resistant. |
| Back Rake | 15° – 25° adjustable | The larger the angle, the stronger the impact resistance; the smaller the angle, the faster the cutting speed. |
| Connection thread | API Regular, IF, or special core-taking tube thread | After high-frequency quenching treatment, it is fatigue resistant. |
| Recommended WOB (Working Weight on Drill) | 6 – 15 kN (depending on drill bit diameter) | Compared to impregnated diamond bits, it requires less drilling pressure. |
Turntable Bearings Heavy Duty Comparison Points
Eliminate the risk of tooth breakage under heavy load
Pain point: when the excavator or crane starts at full load, the tooth root of the ordinary bearing is easy to break due to stress concentration. Solution: The full rounded tooth root design is adopted and the tooth root induction quenching is carried out. The residual compressive stress layer is as deep as 2mm, which increases the bending fatigue strength by 50% and completely solves the hidden danger of tooth breakage.
To solve the fretting wear under vibration conditions
Pain point: long-term vibration will lead to fretting wear of non working surface, causing bearing loosening. Solution: By optimizing the raceway curvature radius coefficient to 0.52-0.53, and using preload design, the internal clearance is eliminated, the fretting wear is effectively inhibited, and the long-term operation accuracy is maintained.
Prevent seal failure in harsh environment
Pain point: Sediment and mineral powder invade the raceway, causing lubricating oil pollution and accelerating bearing scrap. Solution: The steel skeleton multi-layer sealing structure specially designed for heavy dust environment and the wear-resistant sealing lip can ensure the cleanliness of the raceway up to NAS 7 even in the high dust environment of coal mine or port.
Turntable Bearings Heavy Duty Applicable Crowd
Port Lifting Machinery Manufacturers
Suitable for quayside bridge, portal crane and other equipment procurement. Turntable Bearings Heavy Duty can resist marine salt spray corrosion and withstand the huge overturning moment when the container is hoisted, ensuring the reliability of 24-hour uninterrupted operation.
Engineering Excavation Machinery Maintenance Department
For large excavators, rotary drilling rig slewing mechanism replacement. The product’s high wear-resistant gear and impact-resistant raceway can perfectly cope with severe vibration and sudden load in earth and stone work, reducing downtime and maintenance costs.
Wind power equipment integrators
Suitable for pitch and yaw systems of wind turbines. In view of the difficulty of high-altitude maintenance, our long-life design and low-leakage sealing technology can significantly reduce the operation and maintenance frequency of the whole life cycle of the fan.
Automatic heavy-duty rotary table design
For heavy-duty welding displacement machines or filling turntables in industrial automation production lines. High-precision toothless or internal tooth models provide zero-clearance matching to meet the stringent requirements for millimeter-level positioning accuracy in automated processes.
Turntable Bearings Heavy Duty instructions
Installation surface inspection and treatment
Before installation, the flatness of the mounting surface of the support must be checked with a feeler gauge or laser level. The flatness error shall be controlled within DX/10000 (DX is the diameter of the raceway), and the oil stain, burr and welding slag on the surface shall be completely removed.
Tightening procedure for high-strength bolts
Grade 10.9 or 12.9 high strength bolts must be used. Tighten in 3 steps (30%, 80%, 100% torque) according to the principle of 180 ° symmetrical direction crossing, and finally use a torque wrench to check the pre-tightening force.
Grease filling and running-in
A small amount of anti-rust oil has been applied when leaving the factory. After installation, it is necessary to fill the extreme pressure lithium base grease through the grease nozzle, and fill it while rotating until the grease overflows from the sealing tape, and ensure that the raceway is filled with 100 percent.
No-load commissioning inspection
After installation, no-load running test shall be carried out for at least 30 minutes. Monitor whether the running noise and torque are stable, check whether the sealing strip rotates synchronously with the bearing, and confirm that there is no card lag before loading and running.
Know Us and Contact Us
Get a Free Quote Today.
FAQ
