

Remplacement du palier de l'arbre d'entraînement de l'empileur-récupérateur
Compléter complètement le remplacement du roulement d'orientation de l'empileur-recycleur. Le cœur de l'ensemble du projet réside dans la coordination précise de trois maillons : un ensemble de vérins hydrauliques synchrones multipoints capables d'empêcher toute distorsion structurelle, un contrôle extrêmement rigoureux de la planéité de la bride (généralement bloquée à 0,15 mm près, ce qui dépend souvent d'une mesure au laser et d'un traitement sur site), et un accord de séquence de couple qui ne peut être touché par le tonnerre pendant l'installation.
Il ne s'agit pas seulement d'un changement de pièces, mais aussi d'un test complet de calcul d'ingénierie structurelle, de technologie de levage de charges lourdes et de mesures de précision sur site. Nous devons nous assurer que le nouveau roulement ne présente pas de "charge ponctuelle" ou de retrait prématuré du chemin de roulement, afin de rétablir les performances de ce gros porteur au meilleur niveau possible dans un délai d'immobilisation le plus court possible.
Voici les quatre étapes clés que nous devons surveiller dans la pratique :
Étape 1 : Analyse d'ingénierie structurelle et calcul du centre de gravité
Le succès ou l'échec est en fait déterminé par l'analyse structurelle avant l'utilisation de tout outil.
Le calcul précis du centre de gravité (COG) est une condition préalable à la vie. Les empileurs-recycleurs, ce type d'équipement, sont des charges intrinsèquement déséquilibrées, qui dépendent toutes d'un énorme contrepoids pour équilibrer le cantilever. Lors du remplacement du roulement, nous devons séparer la structure supérieure de la base. Si les données relatives au centre de gravité sont inexactes à ce moment-là, la machine risque de se renverser en quelques minutes.

Dans la phase d'analyse, nous nous concentrons sur ces points :
- Répartition de la charge : Le poids du cantilever, du contrepoids et de la structure centrale doit être parfaitement équilibré.
- Charge variable : Le poids des matériaux (tels que le charbon et la poudre de minerai accumulés) et des équipements auxiliaires restant sur la machine doit être pris en compte. Ces "poids invisibles" font varier les résultats du calcul.
- Disposition du cric : le rapport d'analyse doit indiquer clairement le point d'atterrissage spécifique du cric hydraulique. Si la position est légèrement décalée, cela peut entraîner des contraintes excessives dans les parties structurelles, voire l'écrasement de la structure.
Étape 2 : Vérin hydraulique synchrone multipoint
Le levage de la superstructure est l'étape la plus spectaculaire, mais aussi la plus effrayante, de tout le processus de remplacement. Un système de levage hydraulique multipoint synchrone doit être utilisé à cet effet.
Pourquoi faut-il mettre l'accent sur la "synchronisation" ?
- Prévenir les déformations structurelles : Bien que cette grande structure d'acier ait l'air dure, elle a en fait très peur d'être biaisée par la "force". Si un côté est soulevé plus rapidement que l'autre, la structure rigide se tordra. D'après mon expérience, cette torsion entraîne souvent une déformation permanente de la structure, ce qui est catastrophique.
- Contrôle de précision PLC : dans ce type de projet, l'utilisation d'un manomètre à œil humain a depuis longtemps échoué, il faut donc utiliser un système de contrôle PLC. Ce système peut surveiller la pression et le déplacement de chaque vérin en temps réel afin de garantir que l'ensemble de la superstructure s'élève uniformément, comme sur un plan horizontal, et que l'erreur est contrôlée au niveau du millimètre.
- Écrou de verrouillage de sécurité : une fois le vérin en place, l'anneau de verrouillage mécanique doit être verrouillé immédiatement après la course du vérin. Il s'agit de la dernière ligne de défense pour les équipes de levage travaillant sous des charges suspendues.
Douille à billes à une rangée
Les rotules à une rangée de billes sont divisées en structure à denture interne, à denture externe et sans dent, qui conviennent à une grande variété de besoins en matière de transmission.
Roulement à billes à double rangée
Les rotules à deux rangées de billes sont spécialement conçues pour les charges très lourdes.
Couronne d'orientation avec engrenage extérieur
La couronne d'orientation à engrenage extérieur et à bride intérieure intègre les avantages de la transmission à engrenage extérieur et du montage à bride intérieure.
Couronne d'orientation avec engrenage interne
La couronne d'orientation à denture intérieure et à bride extérieure se caractérise par la combinaison d'une transmission à denture intérieure.
Couronne d'orientation sans engrenage
La couronne d'orientation à double bride sans engrenage est légère et compacte.
Couronne d'orientation à rouleaux croisés
La couronne d'orientation à une rangée de rouleaux croisés adopte une disposition en croix des rouleaux, une grande surface de contact, peut supporter de manière synchronisée et efficace les charges axiales et radiales et le moment de renversement,
Étape 3 : Vérification de la planéité de la bride et traitement sur place
Les normes industrielles exigent généralement une erreur de planéité inférieure à 0,15 mm.
- Mesure au laser : face à un récupérateur de piles de cette taille, la mesure manuelle traditionnelle est tout simplement un jeu d'enfant. Nous utilisons désormais un laser tracker pour scanner toute la surface de la bride de montage et générer directement une carte topographique en 3D de la base.
- Traitement sur site : Neuf fois sur dix, la face de la bride d'un vieil équipement est déformée, piquée ou hors tolérance. Si un nouveau roulement est installé directement sur cette surface, une "charge ponctuelle" se produira. Il en résultera une force inégale sur le chemin de roulement, qui ne sera pas longue à se manifester.
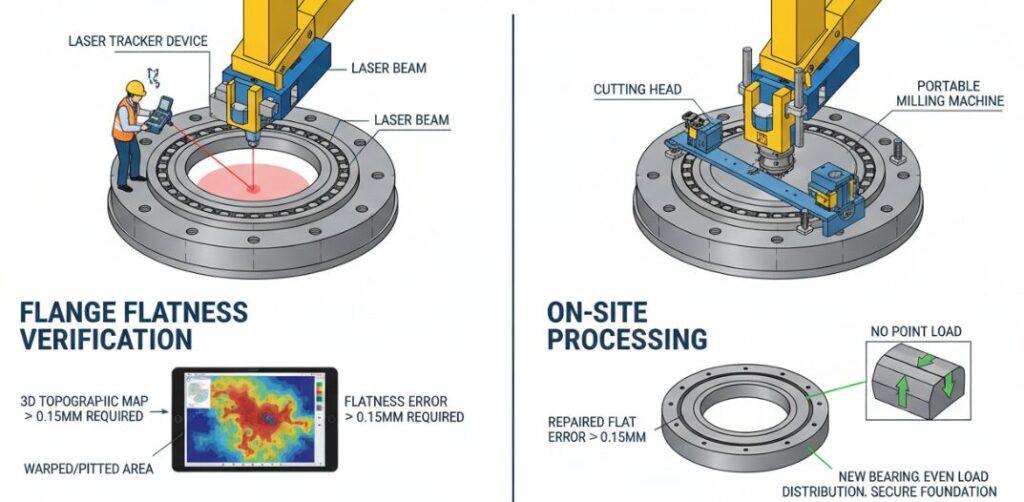
Dans ce cas, l'équipement de traitement portable doit être monté directement sur la machine et la surface de la bride doit être fraisée ou meulée jusqu'à ce qu'elle soit réparée pour respecter l'exigence de planéité de 0,15 mm. Ce n'est que lorsque les fondations sont bien posées que le palier peut s'appuyer fermement.
Étape 4 : Séquence de serrage pour l'installation et l'étalonnage
La dernière étape consiste à installer les nouveaux composants et à les fixer. Le serrage des boulons n'est pas aussi simple que cela, et le protocole de séquence de couple calibré doit être strictement respecté.
- Ordre de serrage : Les boulons doivent être serrés selon un schéma spécifique (généralement en étoile/diagonale) afin de répartir uniformément la force de serrage. Si vous les serrez un par un le long du cercle, le roulement se déformera comme une vague, ce qui entraînera directement une augmentation du frottement interne.
- Serrer par étapes : Les protocoles exigent généralement un serrage par étapes, par exemple d'abord à 30% du couple final, puis à 60%, et enfin à 99% ou 100. Cela permet au roulement de "s'asseoir" un peu.
- Vérification finale : Une clé dynamométrique hydraulique calibrée ou un tendeur de boulons doit être utilisé pour s'assurer que la précharge de chaque boulon est entièrement conforme aux spécifications du fabricant d'origine (OEM).
Auteur : David Stone
En tant qu'ingénieur mécanicien principal spécialisé dans les actifs industriels lourds, je me concentre sur l'analyse structurelle, les systèmes de levage multipoints et la métrologie sur site requise pour des remplacements précis de roulements d'orientation d'empileurs et de récupérateurs.
