

Procedimiento de sustitución del rodamiento de giro
La sustitución del cojinete de giro debe seguir estrictamente un conjunto de procesos estándar de seis etapas: desde la preparación de seguridad, el desmontaje sistemático, la inspección de la superficie de instalación, hasta la instalación de alineación de la "correa blanda (Soft Spot)", el tensado del perno de graduación y, por último, el rodaje de lubricación.
Este vídeo ofrece una visión general del proceso de sustitución del cojinete de giro de la excavadora:
El proceso específico de aplicación es el siguiente:
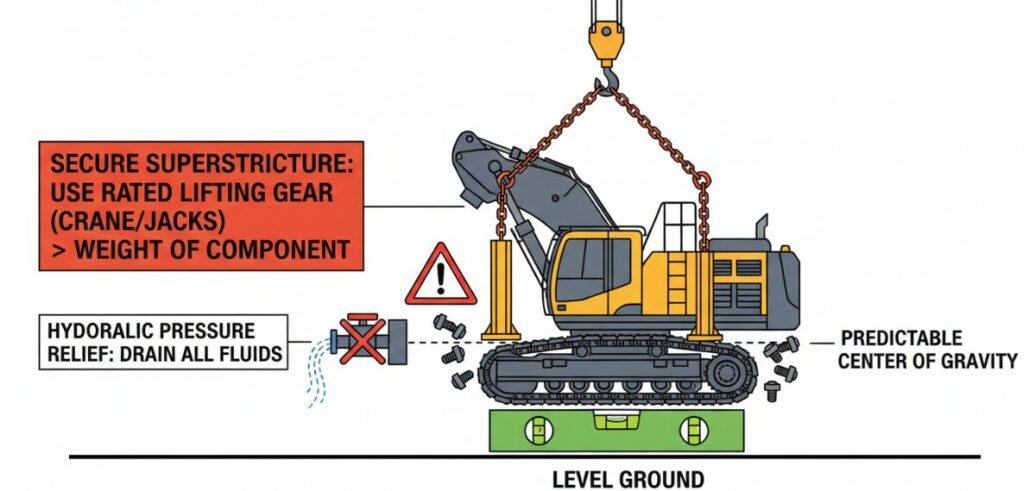
- La primera es la seguridad y la preparación del emplazamiento, para detener el equipo en el suelo a un nivel absoluto, liberar toda la presión hidráulica y utilizar equipos de elevación fiables para fijar la estructura superior y evitar el vuelco.
- La segunda es el desmontaje. Antes de desmontar el perno superior y el soporte antiguo, es necesario marcar claramente la tubería hidráulica.
- El tercer paso es también la inspección más crítica de la superficie de instalación. Debe utilizarse un nivel láser o una galga de espesores para asegurarse de que la planitud está dentro de la tolerancia del OEM (normalmente menos de 0,15 mm), ya que las superficies irregulares pueden provocar la deformación inmediata de la pista de rodadura.
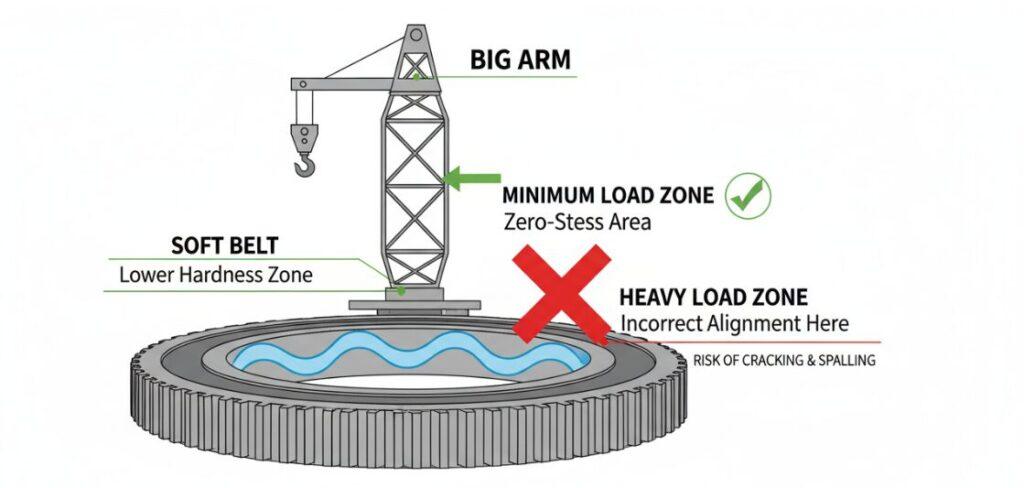
- El cuarto paso es la instalación del nuevo rodamiento. El "hueco en forma de S" o "cinturón blando" (junta endurecida por inducción) debe colocarse en la zona de carga mínima (zona de tensión cero) para evitar el agrietamiento prematuro.
- El quinto paso consiste en apretar el tornillo, utilizando una llave dinamométrica hidráulica calibrada, siguiendo un patrón entrecruzado (secuencia de estrella) en 3 etapas -30, 80 y 100 por ciento del par de apriete final- para garantizar una precarga uniforme.
- Por último, la lubricación y el rodaje, inyectar nueva grasa EP2 a base de litio, y girar el equipo para verificar si el funcionamiento es estable, y comprobar si el juego axial es estable.
A continuación se detalla el desmontaje técnico de cada etapa:
Paso 1: Seguridad y preparación del emplazamiento
Antes de que ninguna herramienta toque el equipo, hay que asegurarse de que éste está aparcado sobre un suelo absolutamente nivelado. Esto no es sólo para facilitar el trabajo, sino también para garantizar que cuando se desmonte la estructura superior, el centro de gravedad sea predecible.
En esta fase, hay dos medidas de seguridad que deben vigilarse de cerca:
- Descarga de la presión hidráulica: Toda la presión hidráulica en el sistema debe estar completamente drenada . Demasiados casos de movimiento accidental de componentes o lesiones causadas por salpicaduras de aceite hidráulico durante el desmontaje debido a la presión residual en la tubería.
- Fijación de la superestructura: Debe utilizarse un equipo de elevación de eficacia probada, ya sea una grúa o un gato, con una capacidad de carga significativamente superior al peso de la superestructura. Nuestro objetivo es sujetar firmemente el coche y evitar que la superestructura vuelque o se desplace catastróficamente una vez retirados los pernos de unión.
Paso 2: Desmantelamiento sistemático
En realidad, la eficacia del montaje depende de la precisión del desmontaje. Estas etapas tienen que tratar metódicamente la compleja red de conexiones entre el chasis y el coche.
- Marcado de la línea hidráulica: Antes de desatornillar ningún tornillo, etiquete y selle sistemáticamente cada conexión hidráulica y eléctrica a través del cojinete de giro. Esto no es sólo para evitar el polvo, sino también para asegurarse de que usted no conecte el cable equivocado cuando se pone de nuevo
- Secuencia de desmontaje: Una vez que la superestructura esté apoyada de forma segura y se hayan desconectado todas las tuberías, se pueden retirar los pernos de montaje. A continuación, retire con cuidado el cojinete antiguo. Suele ser un trabajo sucio, pero en el proceso de extracción de las piezas viejas hay que tener sumo cuidado para que no caigan restos en la caja de engranajes o en los orificios de montaje.
Paso 3: Inspección de la superficie de instalación
La interfaz de montaje debe estar tan limpia como una mesa quirúrgica y la estructura debe estar intacta.
- Comprobar la planitud: El técnico debe utilizar un nivel láser o una galga de alta precisión para trazar la planitud del marco de montaje.
- Tolerancia OEM: la planitud de la superficie debe controlarse normalmente dentro del rango de tolerancia de <0,15 mm. Si se supera esta desviación, la superficie de montaje se convertirá en un "punto de apoyo", torciendo el nuevo rodamiento al apretar el tornillo. Esto conduce a una deformación inmediata de la pista de rodadura, puntos apretados al girar, seguidos de un rápido fallo por fatiga. Cualquier rebaba, sellante viejo u óxido debe ser eliminado a fondo y el metal desnudo debe quedar expuesto.
Paso 4: Instalación de la alineación de la correa blanda
En la etapa de instalación del nuevo rodamiento, la dirección del cuerpo del anillo no se coloca casualmente. Cada rodamiento de giro tiene un "hueco en forma de S" o "banda blanda". Esta marca representa una junta endurecida por inducción en la pista de rodadura, donde la dureza es localmente inferior en comparación con el resto del cuerpo del anillo.
- Zona de tensión cero: El programa obliga a que esta banda blanda se sitúe estrictamente en la zona de carga mínima (a menudo denominada zona de tensión cero).
- Por qué es importante la alineación: si la correa blanda se coloca en una zona de carga pesada (como directamente debajo del brazo grande en operaciones de elevación), equivale a exponer la parte más vulnerable del anillo a la mayor tensión. Una alineación correcta es la garantía fundamental para evitar el agrietamiento prematuro y el desconchamiento de la pista de rodadura.
Paso 5: Tensado graduado de pernos
Atornillar tornillos es un proceso científico, no una fuerza superior a la de los demás. Para garantizar que el rodamiento encaje plano en la superficie de montaje sin alabearse, debe utilizarse una llave dinamométrica hidráulica calibrada.
El proceso de apriete debe seguir estrictamente un patrón entrecruzado y realizarse en 3 etapas progresivas:
- 30% del par de apriete final: Este es el tiempo necesario para permitir que el rodamiento se asiente y asegurar que las roscas estén bien engranadas.
- 80% de par de apriete final: Estas etapas proporcionan la fuerza de apriete principal y permiten el asentamiento del conjunto.
- 100% de par final: La precarga especificada se alcanza en la última pasada.
Si usted directamente en un perno de par completo, y luego ir a desenroscar a, será el cuerpo del anillo "pellizco", lo que resulta en la deformación permanente. El patrón de estrella asegura que la carga se distribuye uniformemente a través del diámetro.
Paso 6: Lubricación y rodaje
El último paso en el procedimiento de sustitución es asegurarse de que el componente está en condiciones de servicio. El rodamiento debe purgarse con grasa fresca para formar una película hidrodinámica entre los elementos rodantes y las pistas de rodadura.
- Especificaciones de la grasa: Normalmente se requiere grasa EP2 (extrema presión) con base de litio, pero lo mejor es comprobar las especificaciones concretas del OEM.
- Verificación del rodaje: inyectar grasa mientras se hace girar lentamente el equipo. Esta rotación tiene dos propósitos: el 1 es distribuir la grasa uniformemente, y el 2 es permitir que el técnico verifique que el funcionamiento es suave.
- Comprobación del juego axial: Por último, no olvide utilizar un reloj comparador para comprobar si el juego axial es estable, y confirme que el rodamiento está instalado correctamente y no hay sacudidas accidentales bajo carga.
Autor: Mark Reynolds
"Soy ingeniero superior de maquinaria pesada con más de 15 años de experiencia sobre el terreno. Especializado en sistemas de accionamiento giratorio, he redactado esta guía para normalizar la procedimiento de sustitución del rodamiento de giro. Me centro en los detalles críticos de precisión, desde verificar la planitud de la superficie de montaje a <0,15 mm con niveles láser, hasta garantizar que el "punto blando" esté correctamente colocado en la zona de tensión cero. "
