

Maßgefertigtes, schwarz galvanisiertes Schwenklager: 2026 Großhandel
Im Jahr 2026 muss der Einkauf von maßgeschneiderten, großformatigen, schwarz galvanisierten Schwenklagern (kundenspezifische, schwarz galvanisierte Schwenkringe) drei strenge Vorgaben erfüllen: ein Verfahren mit dreiwertigem Chrom (Cr³⁺), das der RoHS-Richtlinie entspricht, eine lückenlose Dokumentation der Wasserstoffentfernung nach der Galvanisierung sowie eine flexible und erweiterbare Lieferkette. Die fortgesetzte Verwendung der alten Oberflächenbehandlungsparameter führt unweigerlich zu Problemen bei Salznebelprüfungen und zur Beschlagnahmung durch den Zoll. Derzeit sehen sich regionale Großhändler und Maschinenbauingenieure mit einer fatalen Informationslücke konfrontiert. Schwere Schwenklager brechen unter rauen Betriebsbedingungen plötzlich oder weisen sogar Zahnbrüche auf. Die eigentliche Ursache liegt oft nicht in der mangelhaften Qualität des Stahlrohmaterials. Der wahre Übeltäter verbirgt sich im veralteten Galvanisierungsverfahren. Wir nehmen die „schwarze Box“ des bestehenden Fertigungsprozesses direkt auseinander und erarbeiten für Ihre nächsten Lieferpläne eine Reihe von grundlegenden Richtlinien zur Vermeidung von Problemen.
Tödliche Falle: Bruchmechanismus durch Wasserstoffversprödung bei Schwenklagern
Das Fehlen eines Wasserstoffentfernungsprozesses durch Ausheizen nach dem Galvanisieren führt unmittelbar zu katastrophalen Mikrorissen im hochbelasteten Schwenklager. Beim Beschichtungsvorgang dringen zwangsläufig freie Wasserstoffatome in das Stahlgitter ein. Wird die Wärmebehandlung nicht unverzüglich durchgeführt, sammeln sich diese Wasserstoffatome an den Stellen mit Spannungskonzentration – im Fußbereich und in der Laufbahn – an und zerstören die Festigkeit des hochkohlenstoffhaltigen Stahls 42CrMo4 vollständig.
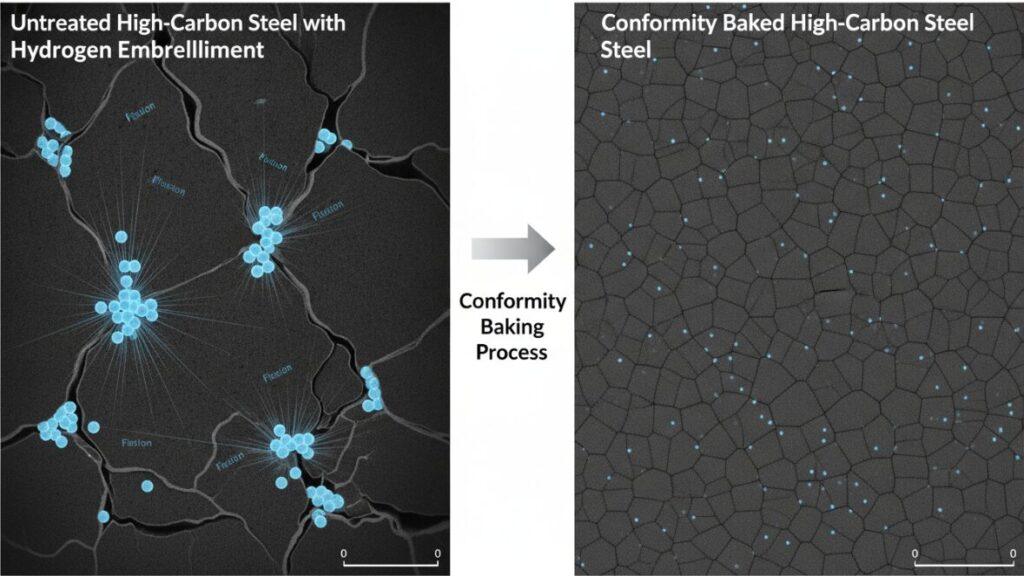
Die verbindliche Vorschrift einer großen Fabrik in der ersten Produktionslinie besagt, dass innerhalb von 4 Stunden nach dem Abschalten der Galvanisierungsanlage ein erzwungenes Wasserstoffausblasen bei 200 ℃ oder höher durchgeführt werden muss. Durch diesen thermodynamischen Eingriff kann Wasserstoff aus hochfesten Bauteilen herausgedrückt werden. Vor der Unterzeichnung eines Liefervertrags für geschwärzte galvanisierte Schwenklager (Lieferung von geschwärzten galvanisierten Schwenklagern) muss der Einkaufsleiter vom Hersteller detaillierte Ofen-Temperaturkurven sowie Ein- und Ausgabeprotokolle einfordern. Anhand des geschwärzten Glanzes der Oberfläche lässt sich unmöglich feststellen, ob das innere Substrat spröde geworden ist. Was Sie benötigen, sind echte Wärmebehandlungsdaten aus der ersten Produktionslinie der Werkstatt, um Ihr Leben zu retten.
Export-Compliance-Schwellenwert für 2026: Cr6-Verfahren mit Cr3
Im Jahr 2026 haben die europäischen und amerikanischen Umweltschutzvorschriften der Schwarzveredelung durch Galvanisierung mit sechswertigem Chrom (Cr₆) im internationalen Handel direkt das Aus besiegelt. Die verbindliche Aktualisierung der EU-REACH-Verordnung und die Beschränkungsverordnung der US-Umweltschutzbehörde EPA sind bereits in Kraft getreten. Sobald Schwermaschinen mit einer giftigen Cr6-Oberflächenbehandlung entdeckt werden, drohen ihnen horrend hohe Geldstrafen und die Rücknahme des gesamten Geräts.
Die verbesserte Schwärzungsbeschichtung mit dreiwertigem Chrom (Cr3) sorgt nicht nur für ein vollkommen gleichmäßiges, dichtes, mattschwarzes Erscheinungsbild, sondern verhindert zudem die Bildung von Weißrost über einen Zeitraum von mehr als 500 Stunden im neutralen Salznebel-Test (NSS). Diese umweltfreundliche Beschichtung beseitigt vollständig die Risiken hinsichtlich der Einhaltung von Zollvorschriften für Exportmaschinen. Ingenieure, die Offshore-Krane oder Solar-Nachführhalterungen konstruieren, können nun ausschließlich auf die Cr3-Beschichtung setzen, da dies die einzige Lösung ist, die in einer stark salzsprühkorrosiven Umgebung keine Schwächen zeigt und den internationalen Umweltschutzgesetzen entspricht.
Vergleich der Kernparameter bei der Galvanisierung mit dreiwertigem (Cr³⁺) und sechswertigem (Cr⁶⁺) Chrom
| Kernparameter | Dreivalentes Chrom (Cr³⁺) | Sechswertiges Chrom (Cr⁶⁺) |
| Grad der chemischen Toxizität | Geringe Toxizität / Nicht krebserregend Umweltfreundlich, sicher für das Bedienpersonal und birgt keine ernsthaften Gesundheitsrisiken. | Hochgiftig / Karzinogen der Klasse 1 Äußerst gefährlich, mutagen und birgt erhebliche Risiken für die Gesundheit am Arbeitsplatz und für die Umwelt. |
| Dauer der Neutral-Salzsprühprüfung (NSS) | Bis zu 480 – 1000 Stunden Hervorragende Korrosionsbeständigkeit, erfordert jedoch in der Regel hochwertige Versiegelungen oder Decklacke, um die maximalen Grenzwerte zu erreichen; verfügt nicht über selbstheilende Eigenschaften. | 500 – 1000+ Stunden Der traditionelle Goldstandard im Korrosionsschutz. Bildet eine natürliche Schutzschicht auf dem blanken Metall mit aktiven “Selbstheilungs”-Eigenschaften. |
| Stand der Einhaltung der Zollvorschriften zwischen der EU und den USA im Jahr 2026 | Entspricht 100% (Grünes Licht) Vollständig konform mit den EU-Richtlinien REACH, RoHS und ELV sowie den Vorschriften der US-Umweltschutzbehörde (EPA) und erfüllt problemlos alle weltweiten Zollvorschriften. | Stark eingeschränkt / Verboten (rotes Licht) Unterliegt strengen EU-REACH-Beschränkungen und ist durch RoHS/ELV gesperrt. In den USA wird der Stoff derzeit schrittweise aus dem Verkehr gezogen (z. B. CARB-Verbote in Kalifornien ab 2026/2027). Hohes Risiko einer Beschlagnahmung durch den Zoll. |
| Kostenschwankungsquote pro Tonne | +20% bis +50% Nettoanstieg Die Kosten für chemische Rohstoffe sind zwei- bis dreimal so hoch wie bei Cr6+. Dieser anfängliche Kostenanstieg wird jedoch teilweise durch deutlich geringere Kosten für die Abwasserbehandlung und die Einhaltung gesetzlicher Vorschriften ausgeglichen. | Grundkosten (0%) Chemische Flüssigkeiten sind äußerst kostengünstig. Allerdings steigen die versteckten Kosten aufgrund der astronomisch hohen Kosten für die Abwasserentsorgung, die Abluftentsorgung und das Risiko von Bußgeldern aufgrund von Verstößen gegen gesetzliche Vorschriften rasant an. |
C-T-L-Großabnahme-Matrix für regionale Großhändler
Um ihre Gewinne zu maximieren und Lagerüberhänge abzubauen, müssen regionale Großhändler die dynamische Einkaufsmatrix C-T-L (Beschichtung-Drehmoment-Lieferung) verstehen. Jene Großhändler für geschwärzte, galvanisch beschichtete Schwenklager (Großhändler für geschwärzte, galvanisch beschichtete Schwenklager), die das ganze Jahr über Land- oder Hafenmaschinen auf Lager halten, stehen täglich vor einer Abwägung: Eine umfassende Anpassung der Getriebeparameter verlängert die Lieferzeit, während herkömmliche Standardausführungen den strengen Rostschutzanforderungen der Kunden nicht standhalten.
Die Lösung der C-T-L-Matrix ist sehr radikal: Der Schmiederohling ist vollständig standardisiert, und der gesamte Aufwand für die individuelle Anpassung wird auf die Phasen der Endbearbeitung, der Galvanisierung und des Zahnradschneidens verlagert.
Schichtdicke: Für 80% aus dem Standardmaterial ist die Verwendung einer Cr3+-Standardschwärzschicht mit einer Dicke von 15–20 Mikrometern vorgeschrieben. Die maximale Dicke von über 25 Mikrometern und der sekundäre Versiegelungsprozess richten sich direkt nach der kundenspezifischen Liste auf Schiffsbautechnik-Niveau.
Drehmomentparameter: Zentralisierte Beschaffung großer und mittelgroßer Modelle mit Innenverzahnung. Diese Modellreihe deckt den Drehmomentbedarf der meisten mittelgroßen Bagger und automatischen Drehplattformen von Hubarbeitsbühnen auf dem Markt ab.
Lieferzeit: Es sollten nur solche Hersteller als Lieferanten in Frage kommen, die das ganze Jahr über Schmiederohlinge unter 1000 mm liefern können. Sobald das Werk den Rohling erhält, wird dieser direkt vor Ort gedreht und anschließend zur Produktionslinie weitergeleitet, wo eine kundenspezifische Oberflächenbehandlung des Schwenklagers durch schwarze Galvanisierung erfolgt. Dadurch lässt sich die ursprüngliche Lieferzeit von 45 Tagen auf weniger als 18 Tage verkürzen.
Hard-Core-Messungen: 600 Stunden Daten zur Küstenbelastung
Unsere Ingenieure brachten den maßgeschneiderten Rotationsantrieb für die hochdichte Schwärzungsgalvanisierung sowie die Lager für die herkömmliche Schwärzungsbehandlung (Schwarzoxid) direkt zum Hafenkai und montierten sie dort für extreme Korrosionsbeständigkeitstests. Das Bewertungskriterium ist äußerst einfach: Es geht darum, festzustellen, welches Lager nach kontinuierlicher Erosion durch hochkonzentrierten Salznebel weiterhin reibungslos rotieren kann.
Die herkömmliche Schwärzungsbehandlung versagte am 14. Tag vollständig, wobei sich auf der Laufbahn starke Lochfraßbildung und auf der Zahnoberfläche schwere Korrosion zeigten. Das maßgeschneiderte, geschwärzte, galvanisch beschichtete Schwenklager behält jedoch auch nach Überschreiten der 600-Stunden-Marke noch immer das anfängliche Anlaufdrehmoment bei. Die galvanisch aufgebrachte Zink-Nickel-Legierungsschicht fungiert hier als Opferanode, die den roten Rost abhält und verhindert, dass dieser auch nur 1 mm an das 42CrMo4-Substrat gelangt. Solange die Oberflächenbehandlung in der Zeichnung auf diesen spezifischen Parameter angepasst wird, kann die Einkaufsabteilung für Schwermaschinen dem Endkunden dabei helfen, unter starken Korrosionsbedingungen mehr als 60% an Wartungskosten aufgrund von Ausfallzeiten einzusparen.
FAQ
Wie hoch ist die Mindestbeschichtungsdicke des kundenspezifisch geschwärzten, galvanisch beschichteten Schwenklagers?
Die Grenzwerte für den Schutz der industriellen Grundschicht liegen bei 12 bis 15 Mikrometer. Bei Schiffsausrüstung und in Umgebungen mit hoher Korrosionsbelastung müssen Beschichtungen mit einer Dicke von mehr als 20 Mikrometer individuell angepasst und mit einer sekundären Versiegelungsschicht auf Silikatbasis versehen werden.
Warum muss der derzeitige Großhändler für Schwenklager das Cr3+-Verfahren vorschreiben?
Für absolute Konformität. Cr3+ (dreiwertiges Chrom) entspricht ab 2026 weltweit vollständig den äußerst strengen Umweltschutzvorgaben der RoHS- und REACH-Richtlinien. Dadurch wird sichergestellt, dass die gesamte Maschinenausrüstung beim Zollabfertigungsprozess nicht aufgehalten wird, und gleichzeitig entspricht die Korrosionsbeständigkeit voll und ganz den Anforderungen der verbotenen Cr⁶⁺-Beschichtung oder übertrifft diese sogar.
Beeinflusst die Dicke der galvanisch aufgebrachten Schicht die Toleranz beim Zahneingriff des Schwenklagers?
Die Dicke der galvanisch aufgebrachten Schicht in der Hauptfabrik ist äußerst gleichmäßig (in der Regel wird die Abweichung auf 20 Mikrometer begrenzt). Vor dem Schneiden der Zähne auf der CNC-Drehmaschine berechnet der Prozessingenieur die Toleranz im Mikrometerbereich im Voraus und gibt sie in das Bearbeitungsprogramm ein, sodass die Flankentoleranz und die Eingriffstoleranz des Endprodukts unverändert bleiben.
Kann ich direkt schwarz galvanisierte Lager mit Innenverzahnung kaufen?
Das ist überhaupt kein Problem. Professionelle Hersteller verwenden spezielle, maßgeschneiderte Werkzeuge, um die Laufbahn des Innenrings und bestimmte nicht funktionelle Flächen vor dem Galvanisieren im Bad abzudecken, oder führen eine Vollschicht-Galvanisierung gemäß den in Ihren Zeichnungen angegebenen Anforderungen an den Reibungskoeffizienten durch.
Auf welche Maßnahmen greift das Werk bei der Beschaffung und Lieferung großer Mengen zurück, um Brüche durch Wasserstoffversprödung zu verhindern?
Behalten Sie den Wasserstoffentfernungsprozess im Auge. Seriöse Hersteller legen alle galvanisierten Teile innerhalb von vier Stunden nach ihrer Entnahme aus der Anlage in einen Ofen mit konstanter Temperatur von über 200 ℃, wo sie mindestens vier Stunden lang kontinuierlich ausgehärtet werden. Dies ist die einzige technische Methode, um die im hochkohlenstoffhaltigen Stahl verbliebenen Wasserstoffatome zwangsweise zu entfernen und Mikrorisse zu verhindern.
Wie lange dauert die reguläre Lieferung des maßgefertigten Schwenkrings für den Großhandel?
Solange der Lieferant auf eine modulare Fertigung setzt (Schmiederohlinge werden das ganze Jahr über im Lager vorrätig gehalten), lässt sich die Lieferzeit vom ersten Schnitt bis zum Schwärzen und Galvanisieren auf 18 bis 25 Tage verkürzen. Handelt es sich um eine Sondergröße, die zum Schmieden neu aufbereitet werden muss, beträgt die Lieferzeit 40 bis 50 Tage.
Worin besteht der grundlegende Unterschied zwischen der Schwärzbeschichtung und dem Aufsprühen von Rostschutzfarbe bei Schwenklagern?
Bei der Galvanisierung handelt es sich um eine chemische Bindung bei
