

Stacker Reclaimer Schwenklager austauschen
Vollständiger Austausch des Großwälzlagers des Stapler-Rückladers. Der Kern des gesamten Projekts liegt in der präzisen Koordinierung von drei Gliedern: einem Satz synchroner hydraulischer Mehrpunkt-Hebevorrichtungen, die in der Lage sind, strukturelle Verformungen zu verhindern, einer extrem strengen Kontrolle der Flanschebenheit (die in der Regel innerhalb von 0,15 mm bleibt, was oft von Lasermessungen und der Bearbeitung vor Ort abhängt) und einer Vereinbarung über die Drehmomentabfolge, die während der Installation nicht durch einen Donnerschlag beeinträchtigt werden kann.
Dabei geht es nicht nur um den Austausch von Teilen, sondern auch um eine umfassende Prüfung der bautechnischen Berechnung, der Schwerlasttechnik und der Präzisionsmessung vor Ort. Wir müssen sicherstellen, dass das neue Lager keine "Punktbelastung" oder ein vorzeitiges Ausscheiden der Laufbahn aufweist, um die Leistung dieses großen Kerls in kürzester Zeit wieder auf den besten Stand zu bringen.
Hier sind die vier wichtigsten Schritte, die wir in der Praxis im Auge behalten müssen:
Schritt 1: Statische Analyse und Schwerpunktsberechnung
Der Erfolg oder Misserfolg wird durch eine Strukturanalyse bestimmt, bevor ein Werkzeug eingesetzt wird.
Eine genaue Berechnung des Schwerpunkts (COG) ist eine Voraussetzung für das Leben. Stacker Reclaimer diese Art von Ausrüstung, ist von Natur aus unausgewogene Last, alle verlassen sich auf eine riesige Gegengewicht, um den Ausleger auszugleichen. Wenn das Lager ersetzt wird, müssen wir die obere Struktur von der Basis zu trennen. Wenn die Schwerpunktsdaten zu diesem Zeitpunkt ungenau sind, besteht die Gefahr, dass die Maschine innerhalb von Minuten umkippt.

In der Analysephase konzentrieren wir uns auf diese Punkte:
- Lastverteilung: Das Gewicht des Auslegers, des Gegengewichts und der zentralen Struktur muss perfekt ausbalanciert sein.
- Variable Belastung: Das Gewicht der auf der Maschine verbleibenden Materialien (z. B. angesammelte Kohle und Erzmehl) und Hilfsmittel muss berücksichtigt werden. Diese "unsichtbaren Gewichte" führen zu einer Abweichung der Berechnungsergebnisse.
- Auslegung des Wagenhebers: Im Analysebericht muss der spezifische Aufsetzpunkt des hydraulischen Wagenhebers klar angegeben werden. Wenn die Position ein wenig abweicht, kann dies zu übermäßigen Spannungen in den Bauteilen führen und sogar die Struktur zerdrücken.
Schritt 2: Hydraulischer Mehrpunkt-Synchronvortrieb
Das Anheben des Oberbaus ist der optisch beeindruckendste, aber auch der beängstigendste Schritt des gesamten Austauschprozesses. Hier muss ein synchrones hydraulisches Mehrpunkt-Hebesystem eingesetzt werden.
Warum muss der Schwerpunkt auf der "Synchronisierung" liegen?
- Verhindern Sie strukturelle Verformungen: Obwohl diese große Stahlstruktur hart aussieht, hat sie in Wirklichkeit große Angst, durch "Kraft" verzerrt zu werden. Wenn eine Seite schneller angehoben wird als die andere, verdreht sich die starre Struktur. Meiner Erfahrung nach führt diese Verdrehung oft zu einer dauerhaften Verformung des Rahmens, was katastrophal ist.
- SPS-Präzisionskontrolle: jetzt tun diese Art von Projekt, verlassen sich auf das menschliche Auge Manometer hat lange versagt, muss auf die SPS-Steuerung sein. Es kann den Druck und die Verschiebung der einzelnen Buchse in Echtzeit zu überwachen, um sicherzustellen, dass der gesamte Aufbau steigt gleichmäßig wie auf einer horizontalen Ebene, und der Fehler wird auf der Millimeter-Ebene gesteuert.
- Sicherheitssicherungsmutter: Nachdem der Wagenheber angesetzt wurde, muss der mechanische Sicherungsring unmittelbar nach dem Hub des Wagenhebers verriegelt werden. Dies ist die letzte Verteidigungslinie für Hebeteams, die unter schwebenden Lasten arbeiten.
Einreihiges Kugeldrehkranzlager
Einreihige Kugeldrehverbindungen werden in innenverzahnte, außenverzahnte und unverzahnte Ausführungen unterteilt, die für eine Vielzahl von Übertragungsanforderungen geeignet sind.
Zweireihiges Kugeldrehkranzlager
Zweireihige Kugeldrehverbindungen sind speziell für Schwerstlastsituationen konzipiert.
Drehverbindungen mit Außenverzahnung
Das Außenverzahnungs-Innenflansch-Drehkranzlager vereint die Vorteile der Außenverzahnung und der Innenflanschmontage.
Drehverbindungen mit Innenverzahnung
Das Innenzahn- und Außenflansch-Drehkranzlager zeichnet sich durch die Kombination von Innenverzahnung und Übersetzung aus.
Drehverbindungen ohne Getriebe
Das getriebelose Doppelflansch-Drehkranzlager ist leicht und kompakt.
Kreuzrollen-Drehverbindung
Einreihige Kreuzrollen-Drehverbindung mit kreuzweiser Anordnung der Rollen, große Kontaktfläche, kann synchron und effizient axialen und radialen Belastungen und Kippmomenten standhalten,
Schritt 3: Überprüfung der Flanschebenheit und Bearbeitung vor Ort
Die Industrienormen verlangen in der Regel einen Ebenheitsfehler von weniger als 0,15 mm.
- Lasermessung: Angesichts eines Stapler-Reclaimers dieser Größenordnung ist die traditionelle manuelle Messung ein Kinderspiel. Wir verwenden jetzt einen Laser Tracker, um die gesamte Oberfläche des Montageflansches zu scannen und direkt eine topografische 3D-Karte der Basis zu erstellen.
- Bearbeitung vor Ort: In neun von zehn Fällen ist die Flanschfläche eines alten Geräts verzogen, entsteint oder außerhalb der Toleranz. Wenn ein neues Lager direkt auf dieser Oberfläche installiert wird, entsteht eine "Punktlast". Dies führt zu ungleichmäßiger Lagerlaufbahnkraft, es wird nicht lange halten und schlecht sein.
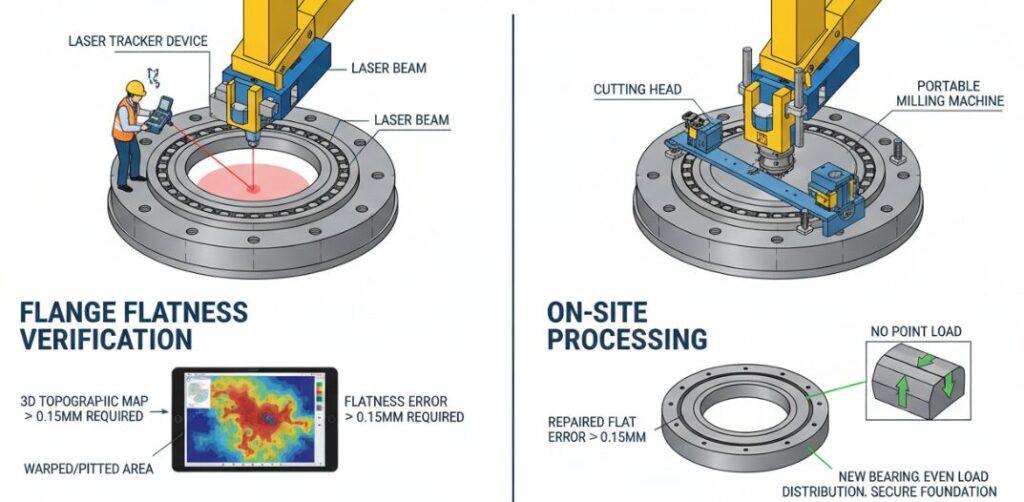
In diesem Fall muss das tragbare Bearbeitungsgerät direkt auf die Maschine montiert und die Flanschfläche so lange gefräst oder geschliffen werden, bis sie die geforderte Ebenheit von 0,15 mm erreicht hat. Nur wenn das Fundament gut angelegt ist, kann das Lager fest sitzen.
Schritt 4: Installations- und Kalibrierungsdrehmomentreihenfolge
Der letzte Schritt ist der Einbau der neuen Komponenten und die Befestigung. Das Anziehen von Schrauben ist nicht so einfach wie das Festziehen, und das kalibrierte Protokoll der Anzugsreihenfolge muss strikt eingehalten werden.
- Anzugsreihenfolge: Die Schrauben müssen in einem bestimmten Muster angezogen werden (in der Regel sternförmig/diagonal), um die Klemmkraft gleichmäßig zu verteilen. Wenn Sie eine Schraube nach der anderen entlang des Kreises anziehen, verformt sich das Lager wie eine Welle, was direkt zu einer Erhöhung der inneren Reibung führt.
- In Stufen anziehen: Die Protokolle verlangen in der Regel ein stufenweises Anziehen, z. B. zuerst mit 30% des Enddrehmoments, dann mit 60% und schließlich mit 99% oder 100. Dadurch kann das Lager ein wenig "sitzen".
- Abschließende Überprüfung: Mit einem kalibrierten hydraulischen Drehmomentschlüssel oder einer Schraubenspannvorrichtung muss sichergestellt werden, dass die Vorspannung der einzelnen Schrauben vollständig mit den OEM-Spezifikationen (Originalhersteller) übereinstimmt.
Autor: David Stein
Als leitender Maschinenbauingenieur, der sich auf Schwerindustrieanlagen spezialisiert hat, konzentriere ich mich auf die strukturelle Analyse, die Mehrpunkt-Hebesysteme und die Vor-Ort-Messtechnik, die für den präzisen Austausch von Stapler-Rücklade-Gleitlagern erforderlich sind.
