

Verfahren zum Austausch des Schwenklagers
Der Austausch von Großwälzlagern muss streng nach einem sechsstufigen Standardverfahren erfolgen: von der Sicherheitsvorbereitung über die systematische Demontage, die Inspektion der Installationsoberfläche, die Installation des "Soft Belt (Soft Spot)", das Spannen der Schraube und schließlich das Einlaufen der Schmierung.
Dieses Video gibt einen Überblick über den Austausch von Baggerschwenklagern:
Der konkrete Umsetzungsprozess sieht wie folgt aus:
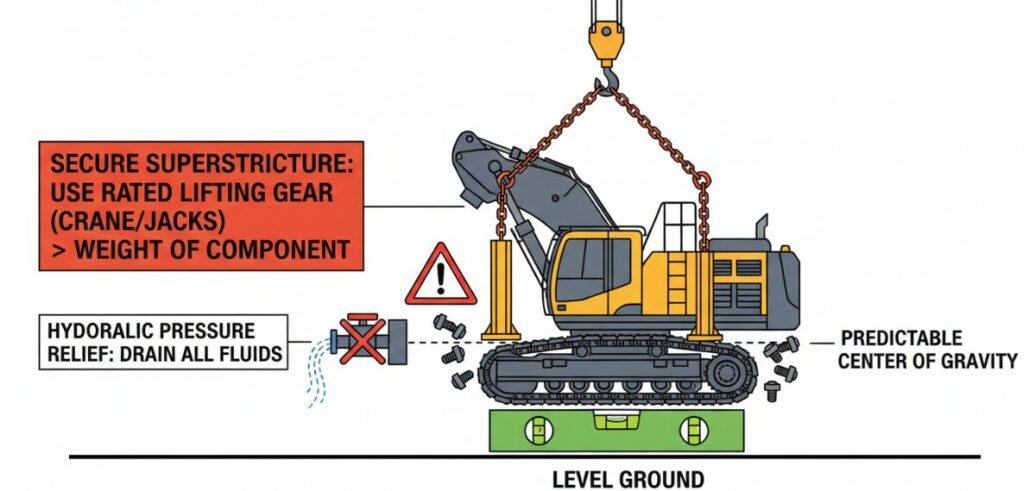
- Der erste Punkt ist die Sicherheit und die Vorbereitung des Standorts, um die Ausrüstung auf dem Boden auf einer absoluten Höhe zu halten, den gesamten hydraulischen Druck abzulassen und zuverlässige Hebevorrichtungen zu verwenden, um die obere Struktur zu befestigen und ein Umkippen zu verhindern.
- Der zweite Schritt ist die Demontage. Vor der Demontage des oberen Bolzens und der alten Stütze muss die Hydraulikleitung deutlich markiert werden.
- Der dritte Schritt ist auch die kritischste Prüfung der Montageoberfläche. Mit einer Laserwasserwaage oder einer Fühlerlehre muss sichergestellt werden, dass die Ebenheit innerhalb der OEM-Toleranz (in der Regel weniger als 0,15 mm) liegt, da sich die Laufbahn bei unebenen Oberflächen sofort verformen kann.
- Der vierte Schritt ist der Einbau des neuen Lagers. Der "S-förmige Spalt" oder "weiche Riemen" (induktionsgehärtete Verbindung) muss in der Mindestbelastungszone (Nullspannungszone) platziert werden, um vorzeitige Rissbildung zu verhindern.
- Der fünfte Schritt besteht darin, die Schraube mit einem kalibrierten hydraulischen Drehmomentschlüssel kreuzweise (sternförmig) in drei Stufen - 30, 80 und 100 Prozent des Enddrehmoments - anzuziehen, um eine gleichmäßige Vorspannung zu gewährleisten.
- Schließlich Schmierung und Einlaufen, spritzen neue Lithium-basierte EP2 Fett, und drehen Sie die Ausrüstung zu überprüfen, ob der Betrieb stabil ist, und prüfen Sie, ob das Axialspiel ist stabil.
Es folgt eine detaillierte technische Beschreibung der einzelnen Phasen:
Schritt 1: Sicherheit und Standortvorbereitung
Bevor ein Werkzeug das Gerät berührt, muss sichergestellt werden, dass das Gerät auf einem absolut ebenen Untergrund abgestellt ist. Dies dient nicht nur der Erleichterung der Arbeit, sondern auch dazu, dass der Schwerpunkt bei der Demontage der oberen Struktur vorhersehbar ist.
In diesem Stadium sind zwei Sicherheitsmaßnahmen besonders zu beachten:
- Hydraulische Druckentlastung: Der gesamte Hydraulikdruck im System muss vollständig abgelassen werden. Zu viele Fälle von versehentlicher Bewegung von Bauteilen oder Verletzungen durch Hydraulikölspritzer bei der Demontage aufgrund von Restdruck in der Leitung.
- Befestigen des Aufbaus: Es muss ein bewährtes Hebezeug verwendet werden, sei es ein Kran oder ein Wagenheber, dessen Tragfähigkeit deutlich höher ist als das Gewicht des Aufbaus. Unser Ziel ist es, das Auto fest zu halten und zu verhindern, dass der Aufbau umkippt oder sich katastrophal verschiebt, sobald die Verbindungsbolzen entfernt sind.
Schritt 2: Systematische Demontage
Die Effizienz des Wiedereinbaus hängt von der Genauigkeit der Demontage ab. In diesen Phasen muss das komplexe Netz von Verbindungen zwischen dem Fahrgestell und dem Fahrzeug systematisch bearbeitet werden.
- Kennzeichnung der Hydraulikleitungen: Bevor Sie die Schrauben lösen, kennzeichnen und versiegeln Sie systematisch jede hydraulische und elektrische Verbindung durch das Großwälzlager. Dies dient nicht nur der Staubvermeidung, sondern stellt auch sicher, dass Sie beim Wiedereinbau nicht das falsche Kabel anschließen.
- Reihenfolge der Demontage: Sobald der Aufbau sicher abgestützt ist und alle Rohrleitungen abgeklemmt sind, können die Befestigungsschrauben entfernt werden. Dann entfernen Sie vorsichtig das alte Lager. Dies ist in der Regel eine schmutzige Arbeit, aber beim Herausziehen der alten Teile muss äußerst vorsichtig vorgegangen werden, damit keine Trümmer in das Getriebe oder die Befestigungslöcher fallen.
Schritt 3: Inspektion der Installationsoberfläche
Die Montageschnittstelle muss so sauber sein wie ein Operationstisch und die Struktur muss intakt sein.
- Ebenheit prüfen: Der Techniker muss die Ebenheit des Einbaurahmens mit einer Laserwasserwaage oder einer hochpräzisen Fühlerlehre überprüfen.
- OEM-Toleranz: Die Ebenheit der Oberfläche muss normalerweise innerhalb des Toleranzbereichs von <0,15 mm kontrolliert werden. Wenn diese Abweichung überschritten wird, wird die Montagefläche zu einem "Drehpunkt", der das neue Lager beim Anziehen der Schraube verdreht. Dies führt zu einer sofortigen Verformung der Laufbahn, zu Engpässen beim Drehen und schließlich zu einem schnellen Ermüdungsbruch. Grate, alte Dichtungsmasse oder Rost müssen gründlich entfernt und das blanke Metall muss freigelegt werden.
Einreihiges Kugeldrehkranzlager
Einreihige Kugeldrehverbindungen werden in innenverzahnte, außenverzahnte und unverzahnte Ausführungen unterteilt, die für eine Vielzahl von Übertragungsanforderungen geeignet sind.
Zweireihiges Kugeldrehkranzlager
Zweireihige Kugeldrehverbindungen sind speziell für Schwerstlastsituationen konzipiert.
Drehverbindungen mit Außenverzahnung
Das Außenverzahnungs-Innenflansch-Drehkranzlager vereint die Vorteile der Außenverzahnung und der Innenflanschmontage.
Drehverbindungen mit Innenverzahnung
Das Innenzahn- und Außenflansch-Drehkranzlager zeichnet sich durch die Kombination von Innenverzahnung und Übersetzung aus.
Drehverbindungen ohne Getriebe
Das getriebelose Doppelflansch-Drehkranzlager ist leicht und kompakt.
Kreuzrollen-Drehverbindung
Einreihige Kreuzrollen-Drehverbindung mit kreuzweiser Anordnung der Rollen, große Kontaktfläche, kann synchron und effizient axialen und radialen Belastungen und Kippmomenten standhalten,
Schritt 4: Installation der Soft Belt-Ausrichtung
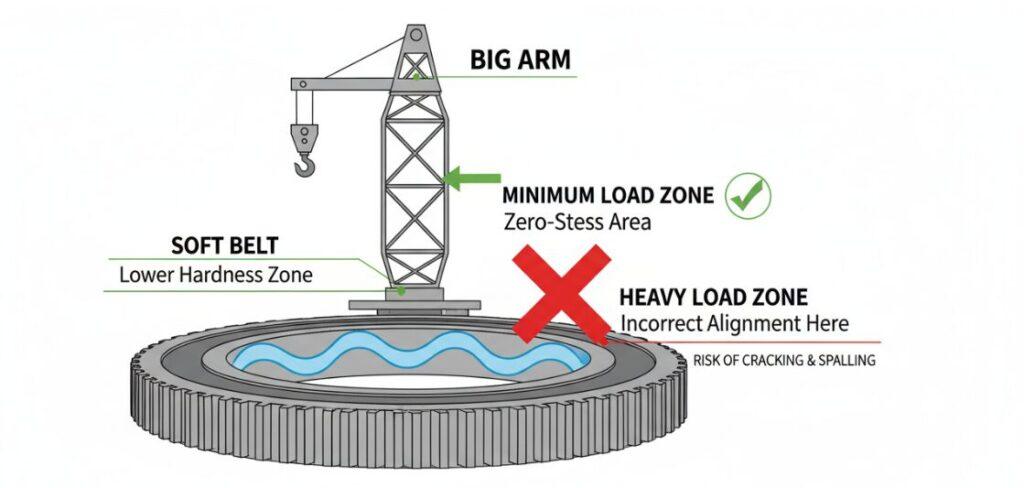
In der Phase des Einbaus eines neuen Lagers ist die Richtung des Ringkörpers definitiv nicht zufällig gewählt. Jedes Großwälzlager hat eine "S-förmige Lücke" oder einen "weichen Gürtel". Diese Markierung steht für eine induktionsgehärtete Verbindung auf der Laufbahn, deren Härte im Vergleich zum restlichen Ringkörper lokal niedriger ist.
- Zero-Stress-Zone: Das Programm erzwingt, dass dieses weiche Band strikt in der minimalen Belastungszone platziert wird (oft als Zero-Stress-Zone bezeichnet).
- Warum die Ausrichtung so wichtig ist: Wenn der weiche Gurt in einem Bereich mit hoher Belastung platziert wird (z. B. direkt unter dem großen Arm bei Hebevorgängen), ist dies gleichbedeutend damit, dass der am meisten gefährdete Teil des Rings der größten Belastung ausgesetzt wird. Eine korrekte Ausrichtung ist die grundlegende Garantie, um vorzeitige Risse und Abplatzungen in den Laufbahnen zu verhindern.
Schritt 5: Abgestuftes Anziehen der Bolzen
Das Verschrauben von Schrauben ist ein wissenschaftlicher Prozess, nicht eine größere Stärke als bei anderen. Um sicherzustellen, dass das Lager flach auf der Montagefläche sitzt und sich nicht verzieht, muss ein kalibrierter hydraulischer Drehmomentschlüssel verwendet werden.
Das Anziehen muss streng nach einem kreuzweisen Muster und in 3 progressiven Stufen erfolgen:
- 30% des endgültigen Drehmoments: Diese Zeitspanne ist erforderlich, damit sich das Lager setzen kann und die Gewinde richtig ineinander greifen.
- 80% des Enddrehmoments: Diese Stufen sorgen für die Hauptklemmkraft und ermöglichen das Aushärten der Montage.
- 100% des Enddrehmoments: Die angegebene Vorspannung wird im letzten Durchgang erreicht.
Wenn Sie direkt auf eine Schraube volles Drehmoment, und dann gehen, um eine Schraube zu lösen, wird der Ring Körper "kneifen", was zu dauerhaften Verformung. Das Sternmuster sorgt dafür, dass die Last gleichmäßig über den Durchmesser verteilt wird.
Schritt 6: Schmierung und Einfahren
Der letzte Schritt im Austauschverfahren besteht darin, sicherzustellen, dass das Bauteil betriebsbereit ist. Das Lager muss mit frischem Fett gespült werden, damit sich ein hydrodynamischer Film zwischen den Wälzkörpern und den Laufbahnen bildet.
- Schmierfettspezifikationen: In der Regel ist EP2-Schmierfett auf Lithiumbasis (Extremdruckfett) erforderlich, aber es empfiehlt sich, die spezifischen Spezifikationen des OEM zu prüfen.
- Überprüfung des Einlaufens: Spritzen Sie das Fett ein, während Sie das Gerät langsam drehen. Diese Drehung dient zwei Zwecken: 1. der gleichmäßigen Verteilung des Schmierfetts und 2. der Überprüfung des reibungslosen Ablaufs durch den Techniker.
- Kontrolle des Axialspiels: Vergessen Sie nicht, mit einer Messuhr zu prüfen, ob das Axialspiel stabil ist, und stellen Sie sicher, dass das Lager korrekt eingebaut ist und unter Last nicht zufällig wackelt.
Autor: Mark Reynolds
"Ich bin ein leitender Ingenieur für Schwermaschinen mit über 15 Jahren Berufserfahrung. Als Spezialist für Drehantriebssysteme habe ich diesen Leitfaden zur Standardisierung der Verfahren zum Austausch von Großwälzlagern. Ich konzentriere mich auf kritische Präzisionsdetails - von der Überprüfung der Ebenheit der Montagefläche auf <0,15 mm mit Lasernivelliergeräten bis hin zur Sicherstellung, dass der "weiche Punkt" korrekt in der Nullspannungszone positioniert ist. "
